Jakiś czas temu opowiedzieliśmy sobie o rozdzielaczach wióra, ich rodzajach i różnicach względem typowych frezów zgrubnych - ryflowanych, gładkich oraz o korzyściach z tych różnic wynikających.
Dla przypomnienia artykuł
Dzisiaj odpowiemy na pytanie jakie są praktyczne zastosowania takich geometrii?
Jak z samego tytułu wynika, jednym z najistotniejszych problemów, które da się pokonać, stosując odpowiednie narzędzia, to usuwanie wiórów z głębokich kieszeni.
Dzisiejsze narzędzia, maszyny i oprogramowanie potrafią bardzo dużo. Bardzo duża objętość wiórów usuwanych w każdej minucie podnosi nam wydajność, ale, jak każde rozwiązanie w obróbce skrawaniem, potrafi być również mieczem obusiecznym...
Patrząc na wartości MRR (Material Removal Rate), np. bliskie 200 cm3/min. W aluminium, nie trudno wyobrazić sobie sytuację kiedy przestrzeń robocza jest wręcz zasypywana wiórami. Jeśli dodamy do tego okoliczność, kiedy musimy wykonać zawiłe, głębokie kieszenie otrzymujemy aplikację, w której największym problem nie będzie szybkość pracy, tylko sprawność w usuwaniu urobku z okolic pracującego freza.
Jeżeli mam do czynienia z materiałem lekkim, jak aluminium, prawdopodobnie wystarczy tylko zmienić narzędzie na dedykowane. Poniżej obróbka aluminium 7075 (z chłodzeniem powietrzem przez wrzeciono w celach szkoleniowych), w której zastosowaliśmy tą samą strategię obróbki dynamicznej, te same prędkości, posuwy i warstwy, ale inne narzędzie:
Porównujemy pracę narzędzi YG-1 - Alu-Power`a HPC oraz naszej nowości Alu-Power`a HPC Chip Breaker
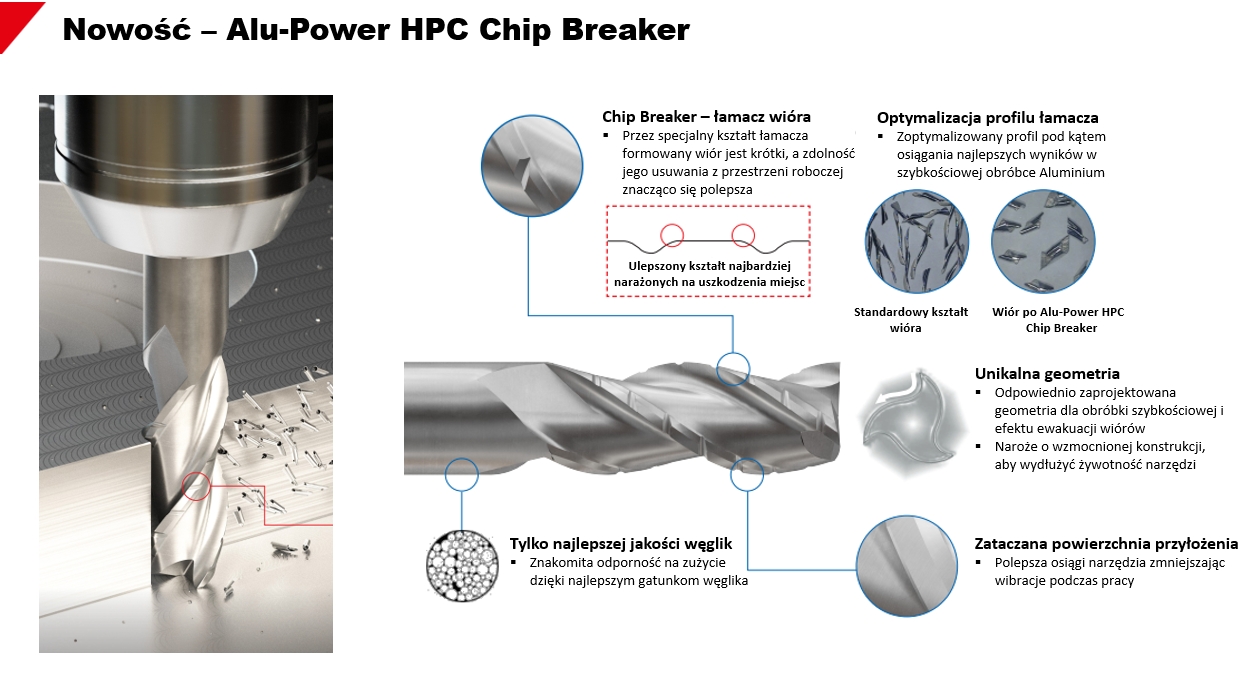
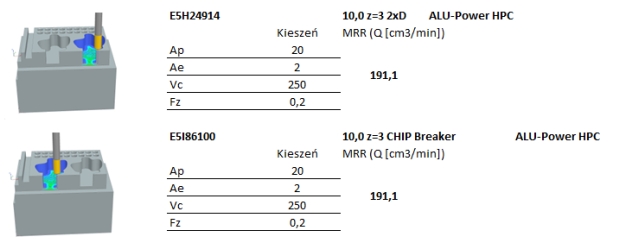
Proszę zwrócić uwagę na wielkość wiórów w przypadku freza po lewej stronie (narzędzie z łamaczem) - przekłada się ona bezpośrednio na ich mniejszą masę, a więc chłodziwo/powietrze ma dużo większe szanse skutecznej ich ewakuacji.
Nieco inaczej sprawa się ma w przypadku stali, stali nierdzewnych i superstopów. Tam podmiana narzędzia to zwykle za mało. Wióry, choć krótsze, dalej potrafią ważyć za dużo, a niższe prędkości obrotowe nie wyrzucają ich tak dynamicznie.
Tutaj z pomocą przychodzi nam strategia, która nazywa się PEELMILLING (bo skórkowanie nie brzmi za dobrze, a skórowanie jest zbyt ogólnikowe). Polega ona na zmniejszeniu szerokości skrawania, dużej głębokości i dużo większym posuwom na ząb. Do tego jak już sobie powiedzieliśmy (w artykule) przy mniejszej szerokości możemy zwiększyć prędkości skrawania Vc i zastosować narzędzie o większej ilości ostrzy - odkąd nie musimy się martwić o pojemność rowka wiórowego (szczegóły w artykule)
Wow, parę artykułów już popełniliśmy :)
Taka strategia w połączeniu z rozdzielaczem wióra będzie tylko niewiele mniej wydajna, a zyskujemy spokojną pracę i bardziej stabilne interwały wymiany narzędzi.
Poniżej przykład pracy freza V7 Plus Chip Splitter z=6 w stali nierdzewnej 316L. Uprzednio wykonaliśmy kieszeń jednym z najbardziej wydajnych frezów do takich materiałów - Titanox Double Core GMG40 z=4.

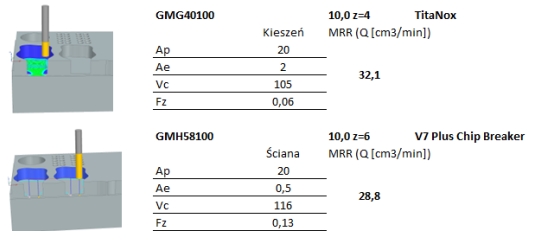
Jak widać wióry odprowadzane są bardzo skutecznie, nawet te zalegające na dnie kieszeni. Obniżenie wydajności jest na poziomie 10% - niewielka cena za spokój i powtarzalność!
Mam nadzieję, że przyda się też taka metoda do Państwa wachlarza rozwiązań!
Jeżeli macie pytania, jesteśmy do Waszej dyspozycji - kontakt
Opracowanie artykułu:
Maciej Gara
Product manager – frezowanie / Inżynier aplikacyjny