Dużym sukcesem okazało się wprowadzenie narzędzi z rozdzielaczem wióra typu Chip Splitter, chcemy poszerzać gamę narzędzi z tym rozwiązaniem, ale dla poprawnej pracy takich frezów, warto omówić sobie jego kluczowe cechy.
Przy okazji poprzednich artykułów, na temat uwolnienia bocznego i czołowego oraz łamania wiórów, mówiliśmy już Chip Splitterze. Dzisiaj przedstawimy nieco więcej na jego temat.
Dla przypomnienia:
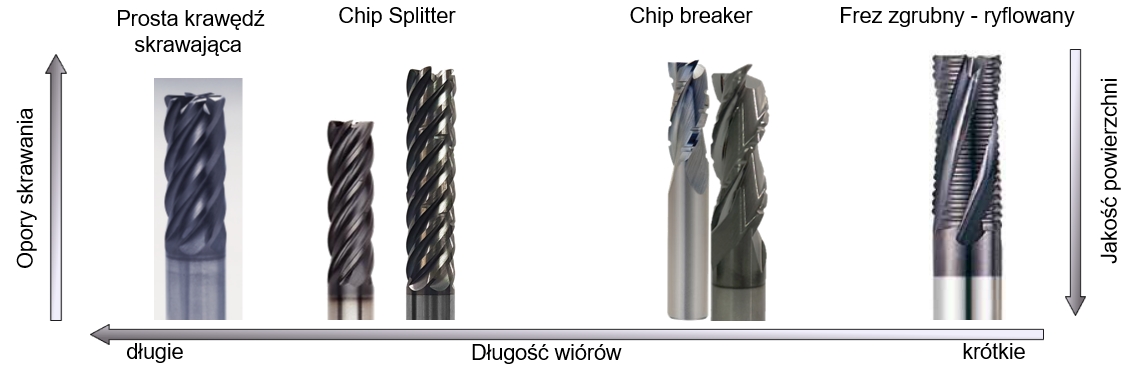
Prosta krawędź tnąca:
Regularna krawędź tnąca.
Wszystkie frezy wykańczające tak wyglądają.
Utrudniona obróbka zgrubna z powodu większych oporów skrawania
Chip Spilitter:
Małe przerwy na krawędzi skrawającej powodują łamanie wióra.
Ae jest większe niż głębokość łamania wióra.
Nie wymaga freza wykańczającego
Tylko niewielki wzrost zużycia części skrawającej przy Chip Splitter.
Chip breaker:
Duże przerwy na krawędzi skrawającej powodują łamanie wióra.
Ae jest zwykle mniejsze niż głębokość rozłupywania wiórów.
Potrzebny frez wykańczający.
Silny wpływ na zużycie części skrawającej przy Chip Breaker.
Frez zgrubny - ryflowany:
Dużo drobnych łamaczy w półkolistym kształcie.
Małe siły boczne.
Zła jakość powierzchni, ale najniższe opory skrawania.
Potrzebuje freza wykańczającego.
Najważniejsza zaleta tego narzędzia to optymalizacja konstrukcji do pracy z wykorzystaniem jak największej długości części roboczej:
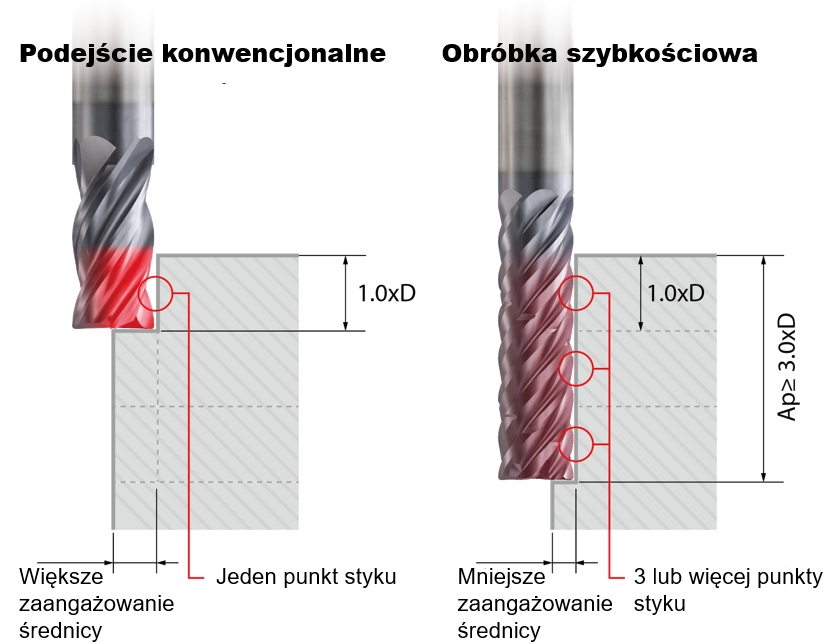
Korzyści:
- Większe posuwy i obroty
- Niższe siły skrawania
- Mniej wibracji
- Niższe temperatury
- Dłuższa żywotność narzędzia
- Większa produktywność!

V7 Plus with Chip Splitter
-Wysokowydajne frezy pełnowęglikowe do stali, żeliwa i stali nierdzewnej
-Frezy pełnowęglikowe z powłoką Y, o ultra mikro ziarnie
-Metryczne ∅3 mm do ∅25 mm
Najważniejsze atrybuty
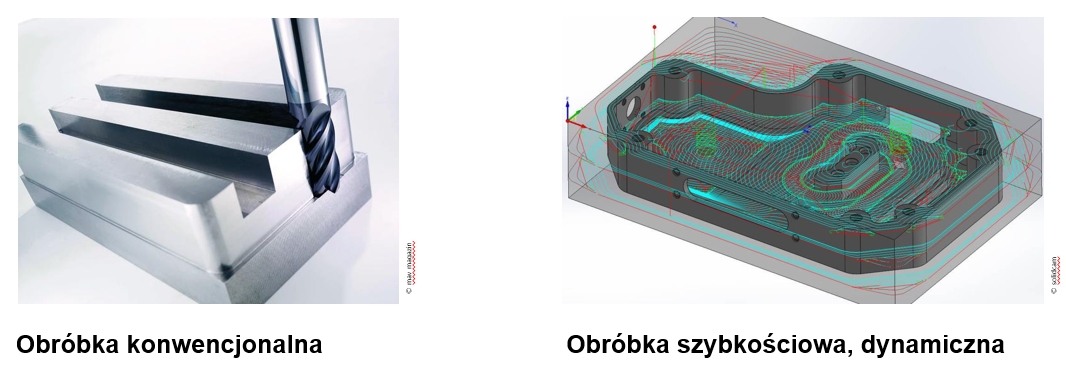
-Konstrukcja wolna od drgań dla frezowania z dużymi prędkościami i frezowania trochoidalnego
-Rozwiązuje problemy związane z usuwaniem wiórów
-Zwiększa trwałość narzędzia w różnych materiałach
-Zwiększa produktywność klienta na różnych materiałach
Docelowe materiały
-Do 35 HRc w przypadku stali, stali nierdzewnej i materiałów egzotycznych, takich jak tytan
Zastosowania
-Aerospace: Części strukturalne takie jak wsporniki, pylony, głowice, żebra, szyny siedzeń itp.
-Energetyka: Obróbka łopatek, Obudowy itp.
-GenEng: Elementy hydrauliczne, wnęki w D&M, elementy łożysk itp.
Uwolnienie boczne tego narzędzia jest również specyficzne:
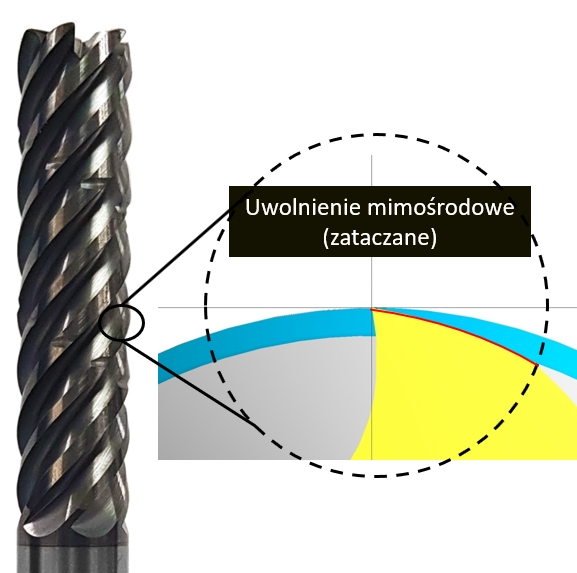
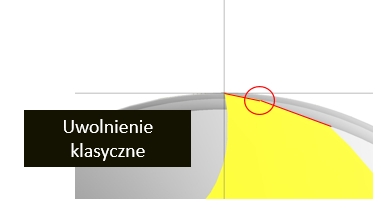
Mimośrodowe uwolnienie zwiększa trwałość narzędzi w tytanie i stali nierdzewnej.
Najmocniejsza krawędź tnąca. Uwolnienie mimośrodowe łączy w sobie uwolnienie pierwszego stopnia i drugiego, co daje stale rosnący odstęp.
Dla porównania najczęściej spotykane, łatwiejsze do regeneracji, ale o niższej wydajności jest uwolnienie klasyczne
Kształt rdzenia i podział ostrzy

Jak widzimy narzędzie zoptymalizowane jest do pracy z dużym wysięgiem, natomiast zawsze powinniśmy brać pod uwagę cały układ jakim jest wrzeciono, oprawka i frez. Dla zwiększenia trwałości i poprawy jakości powierzchni powinniśmy zadbać o to, aby narzędzie było zamocowane najkrócej i w odpowiedniej oprawce.
Popatrzmy jak mają się sprawy mocowania w różny typach oprawek YG-1 na przykładzie freza fi12,0 V7 Chip Splitter
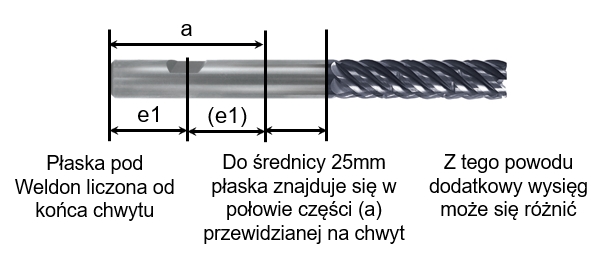
Oprawka typu Weldon
Ochrona przed wyciągnięciem
- Optymalna przy skrawaniu dużych warstw
umiejscowienie płaski w narzędziach z chwytem typu Weldon:
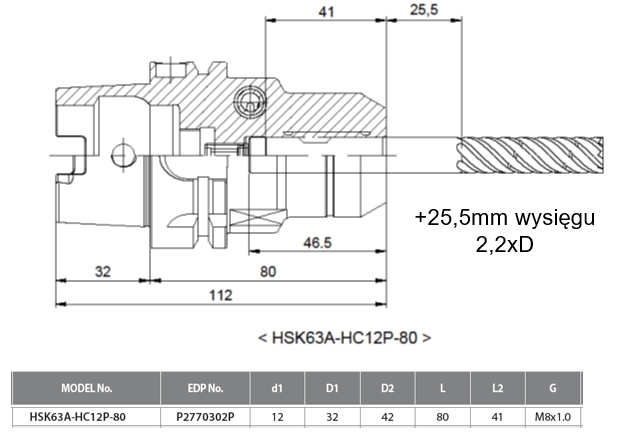
Oprawka hydrauliczna
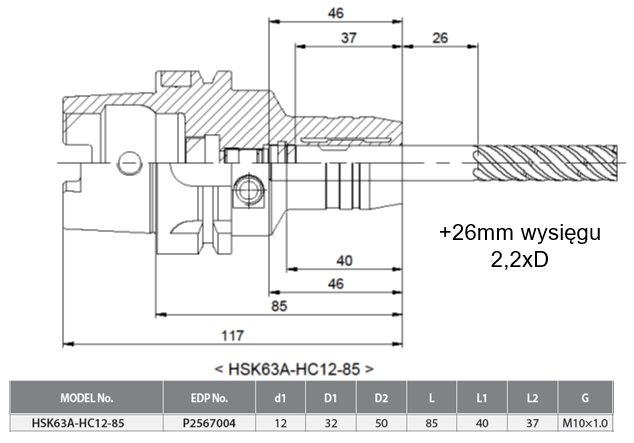
Tłumienie wibracji i niska waga
- Optymalne dla jakości powierzchni i żywotności narzędzia
Oprawka hydrauliczna Power E-Hydro
Tłumienie wibracji i duży moment mocujący
- Optymalne dla jakości powierzchni i żywotności narzędzia
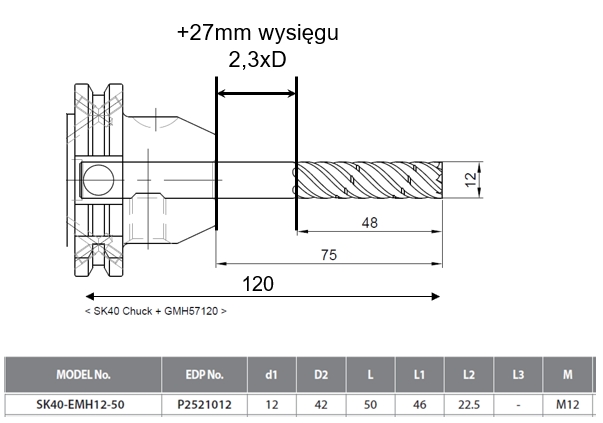
Oprawka Milling Chuck
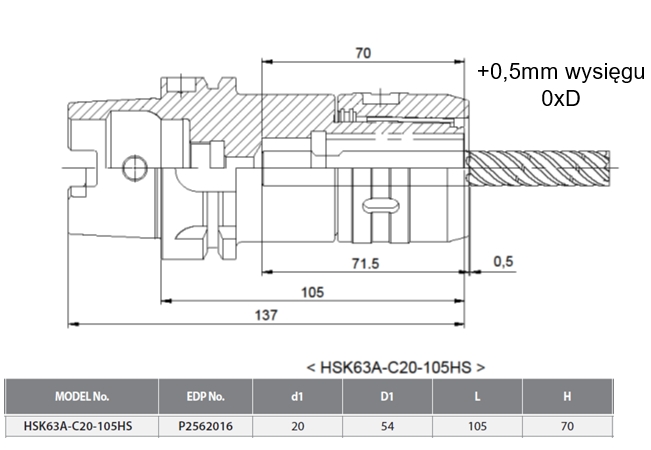
Ustawiana długość wysięgu
- Najlepsza metoda mocująca, skrócenie wysięgu
Oprawka termokurczliwa
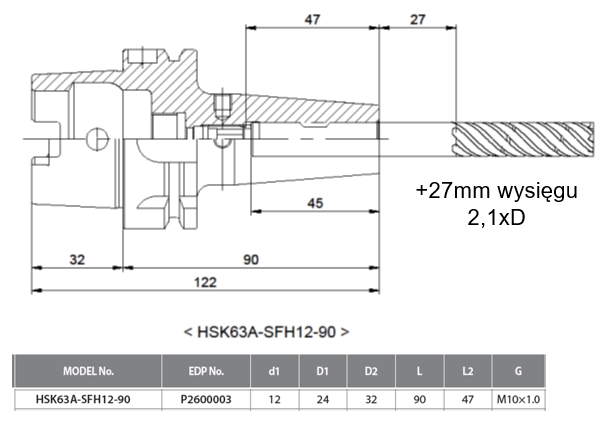
Najniższa waga i rozmiary
- Optymalna dla obróbki trochoidalnej i dynamicznej i trudno dostępnych miejsc
Frezowanie V7 Plus Chip Splitter w 1.2312:
W razie dodatkowych pytań zapraszamy do kontaktu
Opracowanie artykułu:
Maciej Gara
Product manager – frezowanie / Inżynier aplikacyjny