Oprawki hydrauliczne, termokurczliwe oraz o zwiększonej sile zacisku – różnice, zastosowanie, porady.
Oprawki hydrauliczne
Działanie:
Oprawki hydrauliczne stanowią rozwiązanie dla aplikacji High Speed Machining, oferując bicie maks. 3µm wysięgach 3xD.
Łatwe w użyciu, oprawki mocowane są za pomocą zaworu ciśnieniowego, zapewniającego wysoką
dokładność bicia.
Wyważone w standardzie G2.5, oprawki hydrauliczne pozwalają na stosowanie obrotów na poziomie 25000 obr/min.
Jak to działa?
Tłok powoduje wzrost ciśnienia płynu w komorze wokół otworu.
Wysokie ciśnienie oddziałuje równomiernie na zacisk 360° wokół chwytu narzędzia.
6.Narzędzia są wtedy mocowane z idealną precyzją.
Zalety:
Tłumienie wibracji: olej hydrauliczny zawarty w oprawkach tłumi drgania, co skutkuje mniejszą wibracją. Prowadzi to również do lepszej jakości powierzchni i zapobiega mikrowypryskom na krawędzi tnącej narzędzia.
- Powtarzalność: w oprawkach hydraulicznych osiągnięto najlepszą dokładność bicia i powtarzalność poniżej 0,003 mm. Przekłada się to bezpośrednio na wzrost trwałości narzędzia.
- Łatwa obsługa i wymiana narzędzia: mocowanie narzędzia można wykonać szybko i bezpiecznie za pomocą klucza imbusowego. Usprawnienie procesu wymiany narzędzi zmniejsza nieproduktywne ustawianie i przestoje maszyny.
- Elastyczny zakres mocowania: w przypadku stosowania tulei, oprawki hydrauliczne obejmują zakres mocowania od 3 do 32 mm.
- Kompatybilność: oprawki hydrauliczne można łączyć ze wszystkimi popularnymi interfejsami obrabiarek.
- Idealne rozwiązanie dla wszystkich wymagających precyzji a nie chcących inwestować w maszynę do termokurczu
Dane techniczne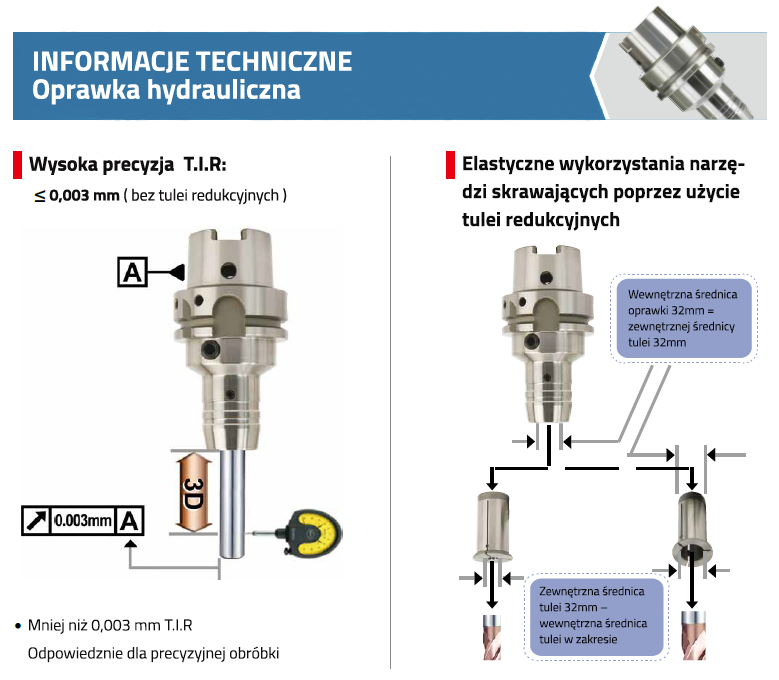
Zastosowanie 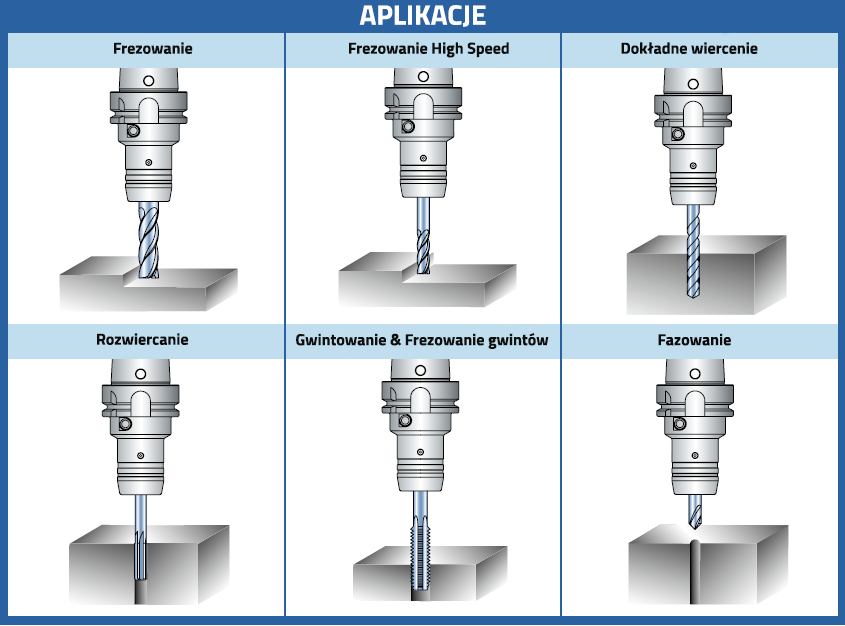
Wykonania oprawek hydraulicznych od YG-1
Power E Hydro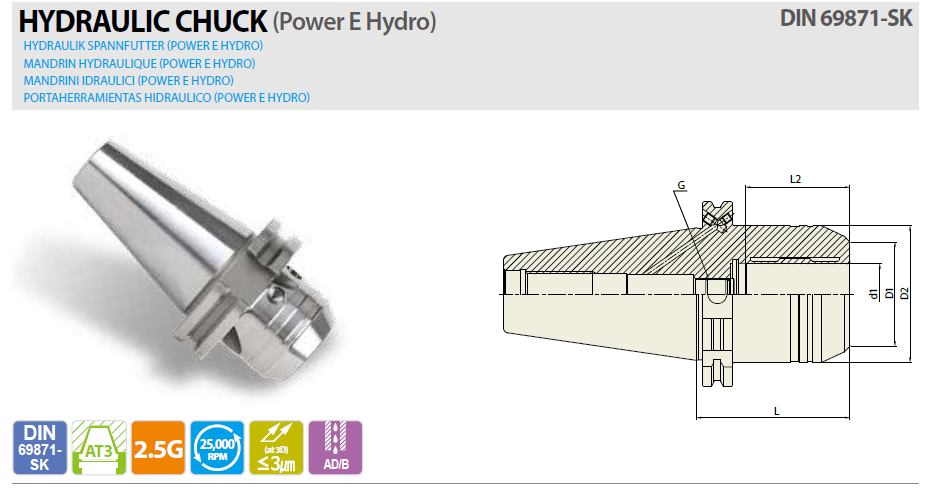
Oprawki hydrauliczne o zwiększonej sile zacisku. Krótkie i bardzo sztywne
Dostępne w średnicach fi 12, 20 oraz 32
Dostępne na stożkach SK(DIN69871), HSK, BT oraz CBT (Dual Contact)
Oprawki hydrauliczne SLIM
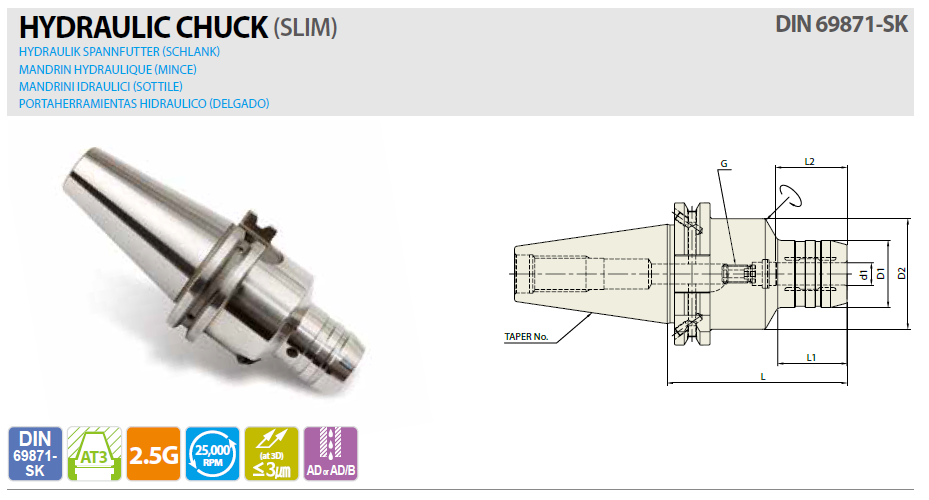
Oprawki hydrauliczne typu „slim” w długościach od 80mm do 150mm (przy CBT)
Dostępne w średnicach od fi 6 do fi 32
Dostępne na stożkach SK(DIN69871), HSK, BT oraz CBT (Dual Contact)
Oprawki hydrauliczne dla przemysłu DIE&MOLD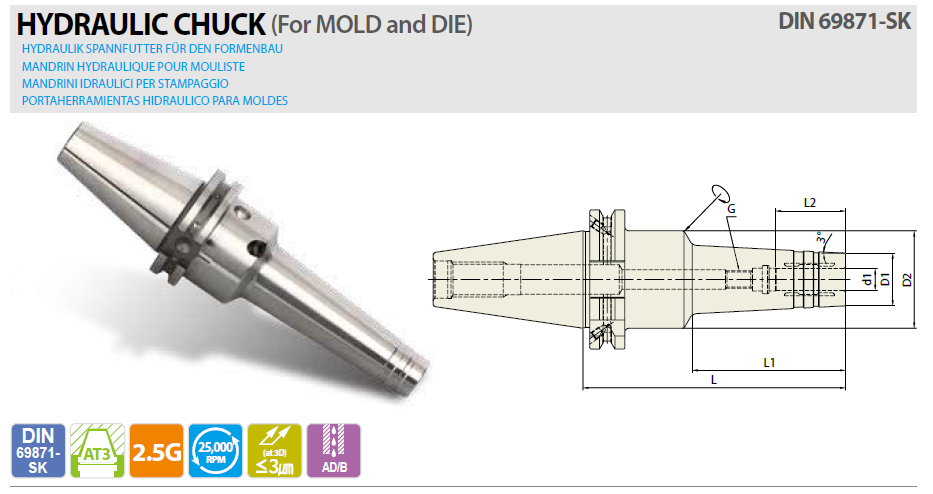
Oprawki hydrauliczne dla przemysłu formierskiego długościach od 120mm oraz 150mm
Dostępne w średnicach od fi 6 do fi 32
Kąt stożka 3 stopnie.
Dostępne na stożkach SK(DIN69871), HSK, BT oraz CBT (Dual Contact)
Oprawki hydrauliczne typu HCR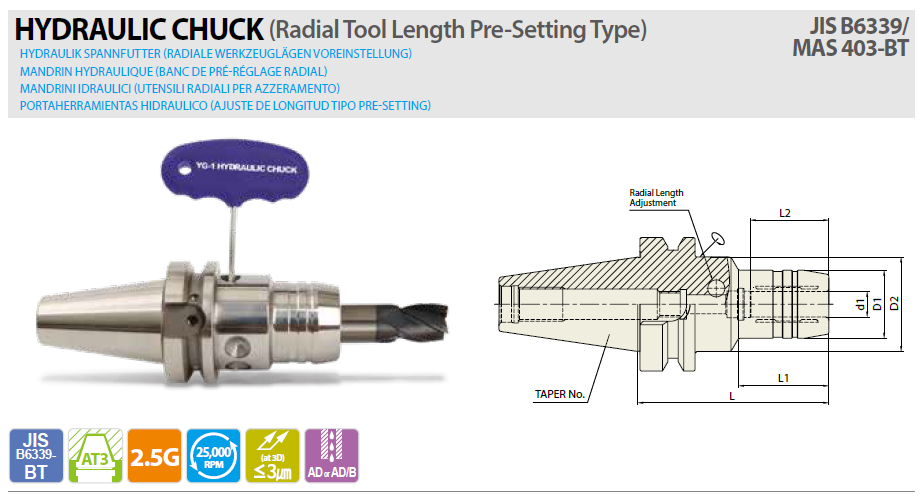
Oprawki hydrauliczne typ HCR o długościach od 80mm do 125mm
Dostępne w średnicach od fi 6 do fi 32 – w zależności od stożka
Dostępne na stożkach SK(DIN69871), HSK, BT oraz CBT (Dual Contact)
Możliwa regulacja wysunięcia narzędzie oraz wstępnego ustawienia narzędzia w zakresie od 0
do 10mm
Zestawy z oprawką hydrauliczną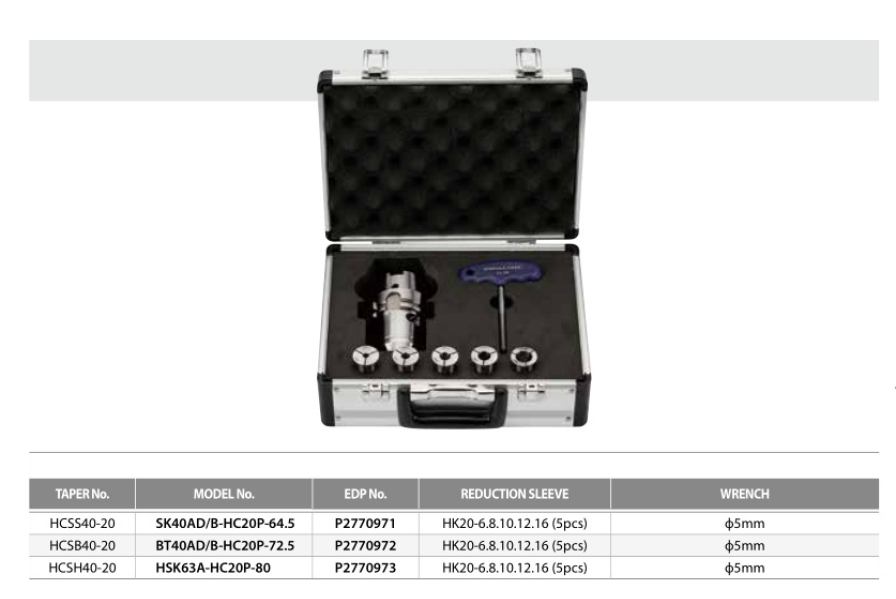
Tulejki do oprawek hydraulicznych
Typ HK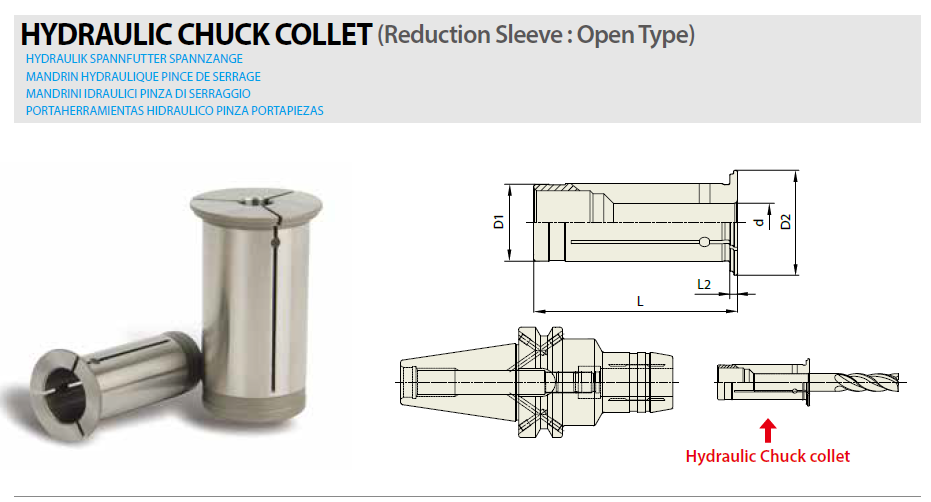
Standardowe tulejki HK z nacięciem
Dostępne w średnicach zewnętrznych
Fi 12 – zakres mocowania od fi 3 do fi 8
Fi 20 – zakres mocowania od fi 3 do fi 16
Fi 32 – zakres mocowania od fi 6 do fi 25
W ofercie nie posiadamy tulejek redukcyjnych fi 25
Tulejki typu HS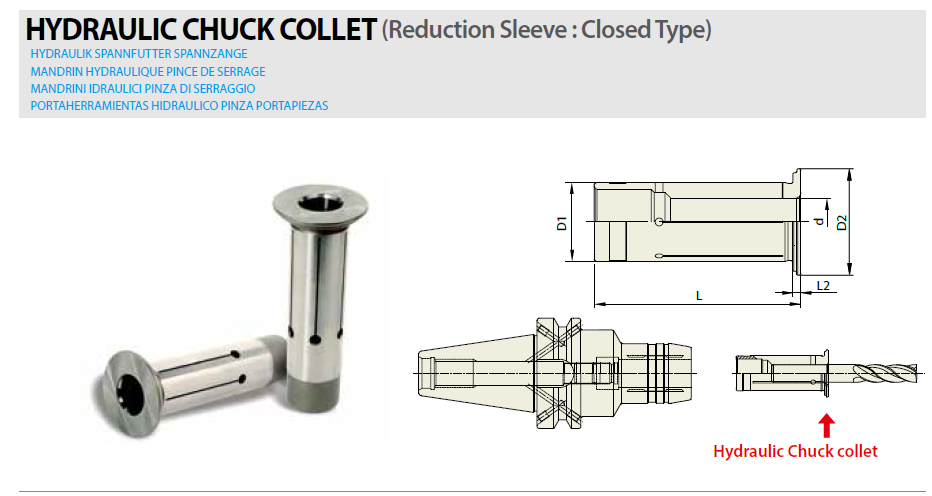
Tulejki HS z „zamkniętym” kołnierzem
Dostępne w średnicach zewnętrznych
Fi 12 – zakres mocowania od fi 3 do fi 8
Fi 20 – zakres mocowania od fi 3 do fi 16
Fi 32 – zakres mocowania od fi 6 do fi 25
W ofercie nie posiadamy tulejek redukcyjnych fi 25
Tulejki typu HF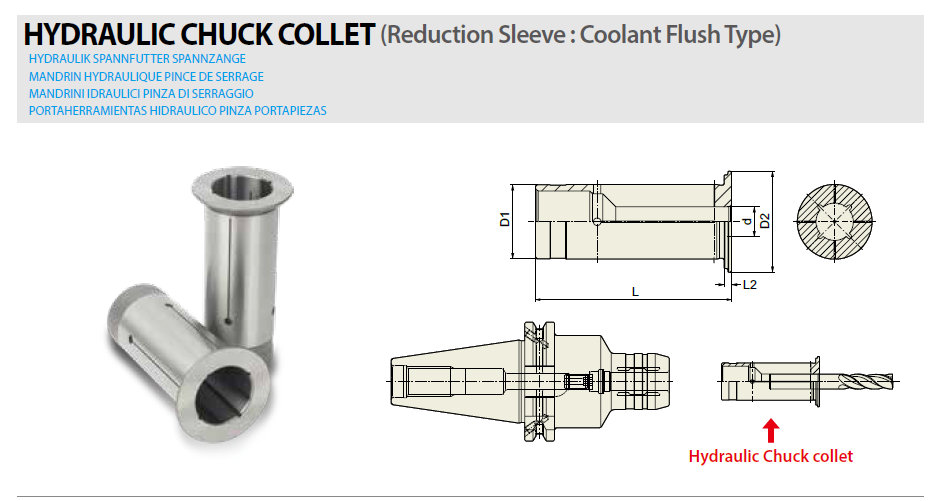
Tulejki HF z rowkami doprowadzającymi chłodziwo
Dostępne w średnicach zewnętrznych
Fi 12 – zakres mocowania od fi 3 do fi 8
Fi 20 – zakres mocowania od fi 3 do fi 16
Fi 32 – zakres mocowania od fi 6 do fi 25
W ofercie nie posiadamy tulejek redukcyjnych fi 25
Tulejki typu HR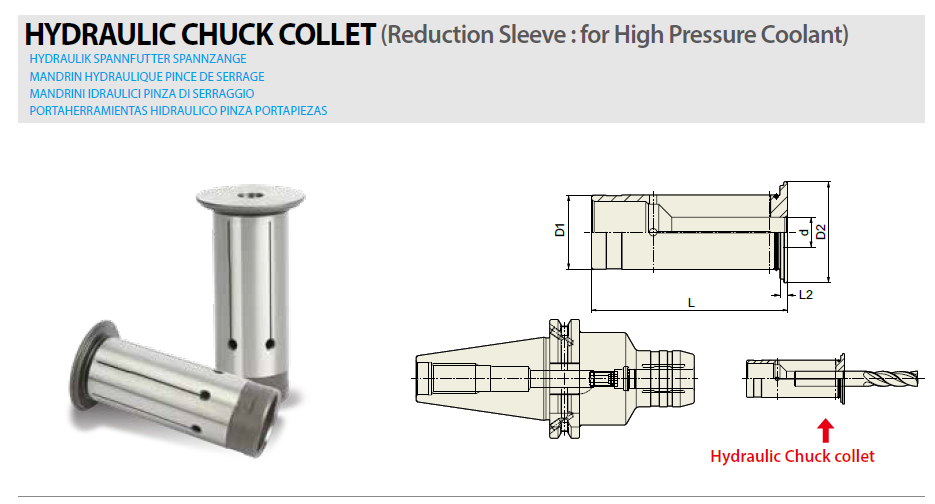
Tulejki HR do narzędzi wymagających wysokiego ciśnienia podawanego chłodziwa
Dostępne w średnicach zewnętrznych
Fi 12 – zakres mocowania od fi 3 do fi 8
Fi 20 – zakres mocowania od fi 3 do fi 16
Fi 32 – zakres mocowania od fi 6 do fi 25
W ofercie nie posiadamy tulejek redukcyjnych fi 25
Porady dotyczące oprawek hydraulicznych
1. Otwór oprawki posiada spiralny rowek, gdzie odkładają się zanieczyszczenia, olej lub smar pozostawione
przez chwyt narzędzia – Po każdej wymianie narzędzia należy wyczyść komorę mocowania szczotką cylindryczną (lub niestrzępiącą się ściereczką), upewniając się, że rowki są wolne od brudu i oleju. Należy również upewnić się, że narzędzie jest czyste przed włożeniem do komory zaciskowej.
2. Montaż narzędzia w oprawce Hydraulicznej – należy zwrócić tutaj szczególną uwagę na kolejność montażu narzędzia z wykorzystaniem tulejek redukcyjnych. Zawsze najpierw zakładamy narzędzie do tulejki, a komplet
(narzędzie + tulejka) montujemy w oprawce.
3. Oprawkę hydrauliczną należy przechowywać z olejem lub środkiem antykorozyjnym na wszystkich powierzchniach uchwytu, w tym na wewnętrznej stronie komory zaciskowej.
4. Nigdy nie należy przechowywać oprawki hydraulicznej w pozycji zaciśniętej.
5. Narzędzie, które ma być użyte, powinno być sfazowane, pozbawione ostrych krawędzi i wolne od zanieczyszczeń
6. Aby upewnić się, że narzędzie jest prawidłowo zamocowane, należy włożyć je do komory zaciskowej trzymając oprawkę w pozycji pionowej. Następnie zamocować narzędzie w tej pozycji. Zapewni to właściwe osadzenie narzędzia i najlepszą dokładność.
7. Śrubę mocującą należy dokręcać do oporu, używając momentu obrotowego 10 Nm.
8. Aby zwolnić nacisk, obróć śrubę zaciskową w kierunku przeciwnym do ruchu wskazówek zegara około 3 ~ 7 obrotów (różne w zależności od średnicy wewnętrznej).
9. Narzędzie musi być wsunięte na minimalną głębokość.
10. Minimalna głębokość mocowania narzędzi w oprawkach hydraulicznych - należy zwrócić tutaj uwagę, że oprawki Power Hydro mają inną głębokość mocowania narzędzia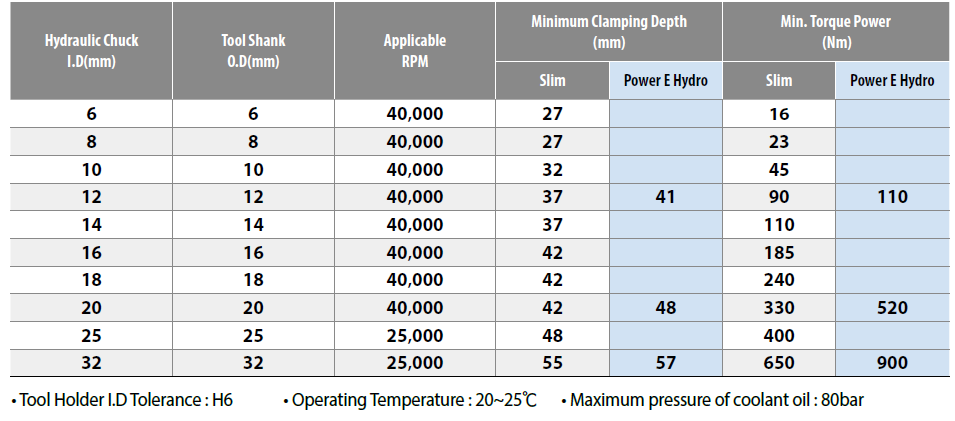
11. Typy narzędzi jakie możemy montować w oprawkach hydraulicznych
Można mocować narzędzia z gładkim chwytem walcowym (Typ A) o średnicy do 32 mm.
Dodatkowo można montować narzędzia typu Weldon DIN 1835 typu AB zaciśnięte do Ø20 mm bez użycia tulei redukcyjnej - zalecane jednak, aby narzędzia z podcięciem montować przy użyciu tulei redukcyjnych
Nie należy montować narzędzi z chwytem Typu B (podwójny weldon) oraz typu E – Whistle Noch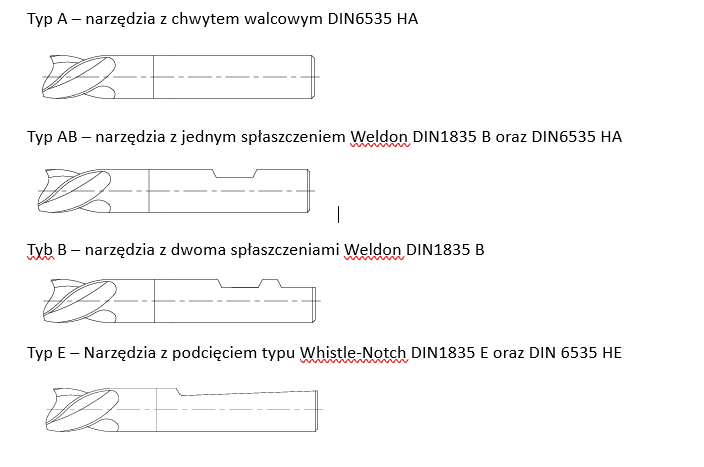
Oprawka termokurczliwa
Oprawki Shrinkfit cechują się niezwykle niskim biciem (max. 3µ na 3xD), dużą wytrzymałością mocowania, sztywnością oraz odpowiednim wyważeniem. Dzięki czemu oprawki Shrinkfit to odpowiednie narzędzia do stosowania podczas obróbki z dużymi prędkościami skrawania w takich operacjach jak: frezowanie, wiercenie, rozwiercanie; od obróbki zgrubnej do wykańczającej.
Zasada działania?
Rdzeń oprawki Shrinkfit jest celowo niewymiarowy. Aby oprawka i narzędzia dokładnie pasowały do siebie konieczne jest zastosowanie urządzenia, które podgrzeje narzędzie.
Wysoki współczynnik wytrzymałości na rozciąganie stali spowoduje, że narzędzie pod wpływem temperatury idealnie dopasuje się do oprawki.
Podczas procesu chłodzenia, rdzeń oprawki "skurczy się" do wymiarów mocowanego narzędzia tworząc tym samym sztywne i wytrzymałe mocowanie.
Zastosowanie oprawek termokurczliwych 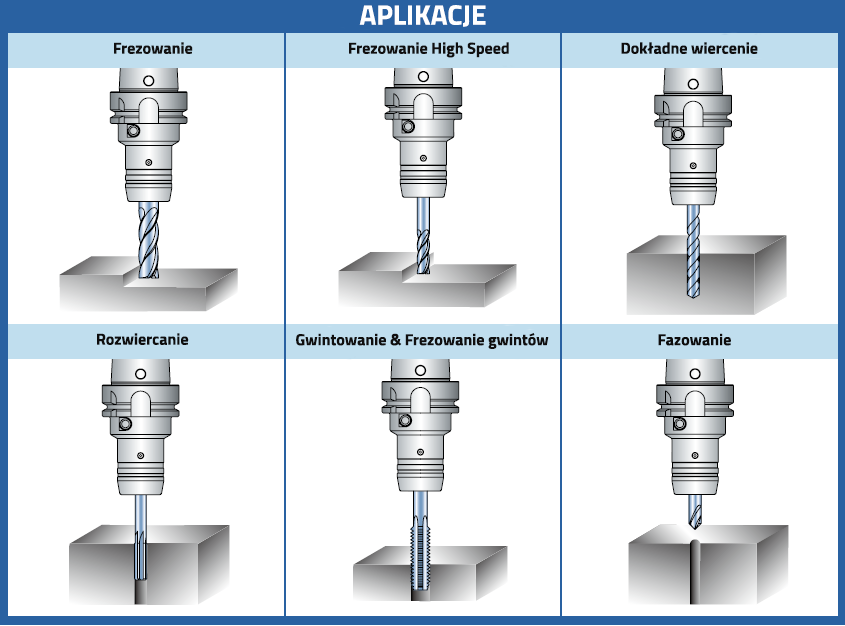
Wykonanie oprawek termokurczliwych
Oprawka Extra Slim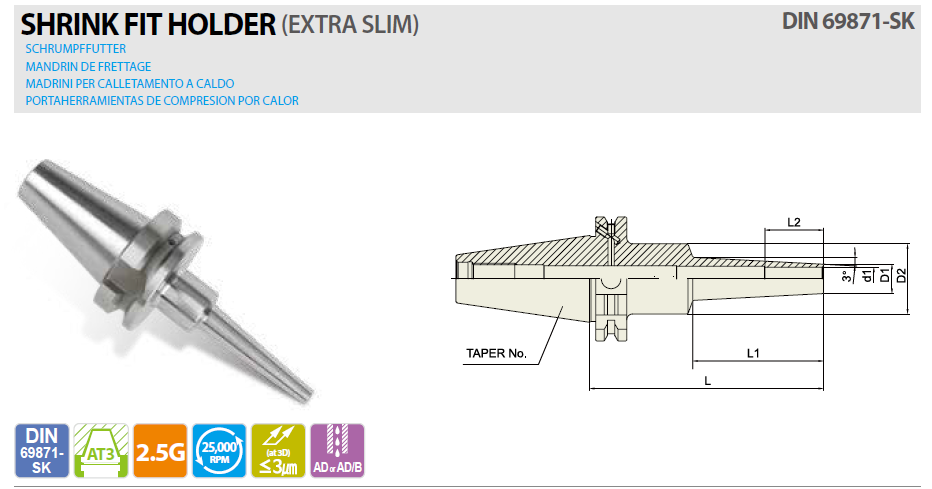
Oprawka termokurczliwa Extra Slim ze stożkiem 3° - idealne rozwiązanie dla przemysłu DIE & MOLD
Grubość ścianki pomiędzy średnicą zewnętrzną a wewnętrzną wynosi1,5mm
Odpowiednia do pracy na dużych wysięgach
Dostępna w średnicach od fi 3 do fi 12
Dostępna w długościach od 60mm do 160mm w zależności od typu oprawki
Standardowe wyważenie to 25000 rpm – G2.5 (na zapytanie dostępne wyważenie w wyższej klasie)
Oprawki termokurczliwe standard
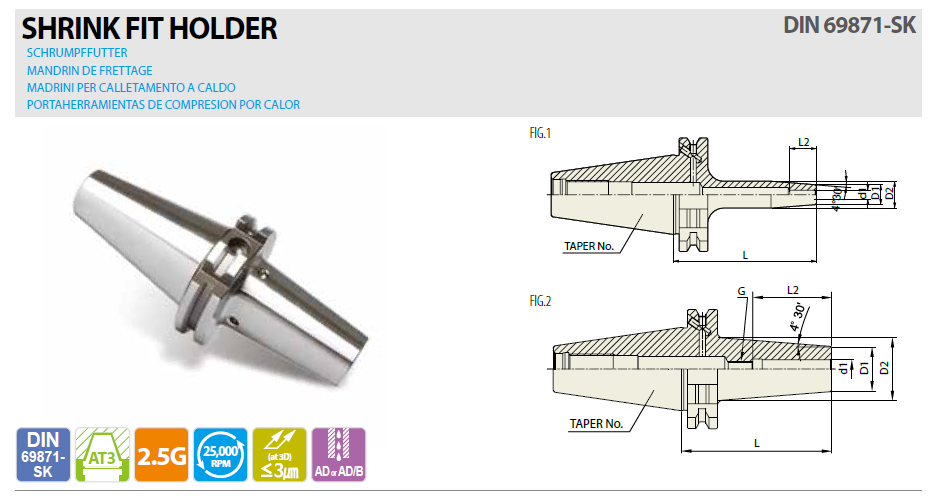
Oprawka termokurczliwa ze stożkiem 4°30` (Standard)
Dostępna w średnicach od fi 3 do fi 25
Dostępna w długościach od 60mm do 160mm w zależności od typu oprawki
Standardowe wyważenie to 25000 rpm – G2.5 (na zapytanie dostępne wyważenie w wyższej klasie)
Oprawka termokurczliwa z dodatkowym kanałkami chłodzącymi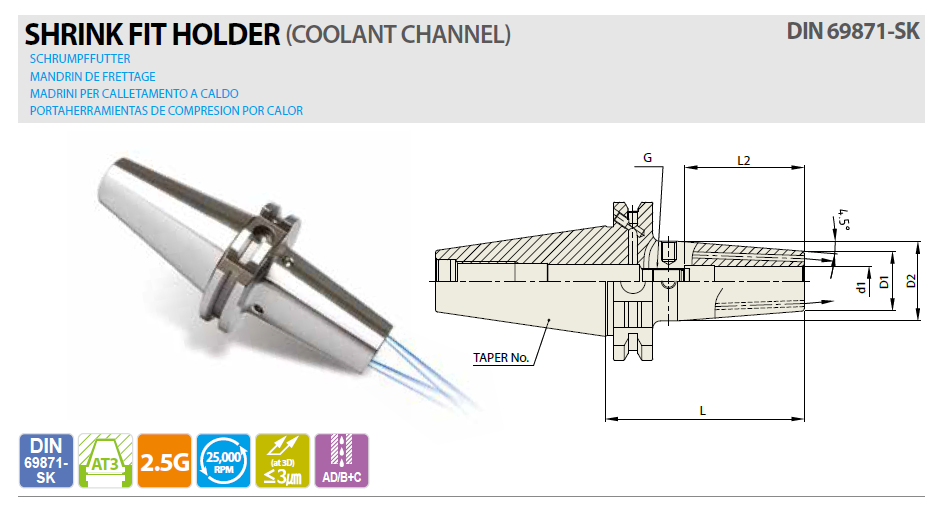
Oprawka termokurczliwa ze stożkiem 4,5° z chłodzeniem typu C
Dostępna w średnicach od fi 3 do fi 25
Dostępna w długościach od 80mm oraz 160mm
Standardowe wyważenie to 25000 rpm – G2.5 (na zapytanie dostępne wyważenie w wyższej klasie)
Przedłużka termokurczliwa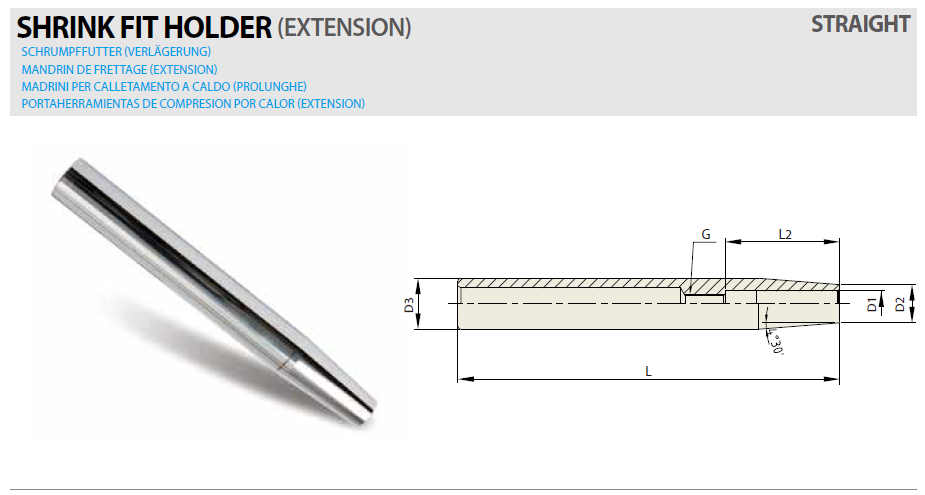
Przedłużka termokurczliwa ze stożkiem 4°30`
Dostępna na chwytach
Fi 12 – zakres mocowania od fi 3 do fi 6mm – dostępne na L120mm oraz 160mm
Fi 16 – zakres mocowania od fi 3 do fi 8mm – dostępne na L120mm oraz 160mm
Fi 20 – zakres mocowania od fi 3 do fi 12mm – dostępne na L120mm oraz 160mm
Fi 25 – zakres mocowania od fi 3 do fi 16mm – dostępne na L160mm
Fi 32 – zakres mocowania od fi 6 do fi 20mm – dostępne na L160mm
Dokładność obróbki, smukłe wykonanie, siła zacisku, dostępne wysięgi, wyważenie oraz powtarzalność - to właśnie zalety oprawek termokurczliwych.
Coraz częściej w zakładach produkcyjnych oraz narzędziowniach można spotkać wykorzystanie systemów termokurczliwych. Pozornie, ze względu na konieczność zakupu maszyny do rozgrzewania oprawek termokurczliwych wydaje się, że system ten jest bardzo drogi i niedostępny dla każdego.
Porównanie cen zakupu oprawek Hydraulicznych oraz termokurczliwych
W rzeczywistości okazuje się, że oprawki termokurczliwe są tańsze w zakupie, w porównaniu do oprawek hydraulicznych nawet czterokrotnie. Co w przypadku zakupu 50 szt. oprawek termokurczliwych rekompensuje zakup urządzenia do zgrzewania.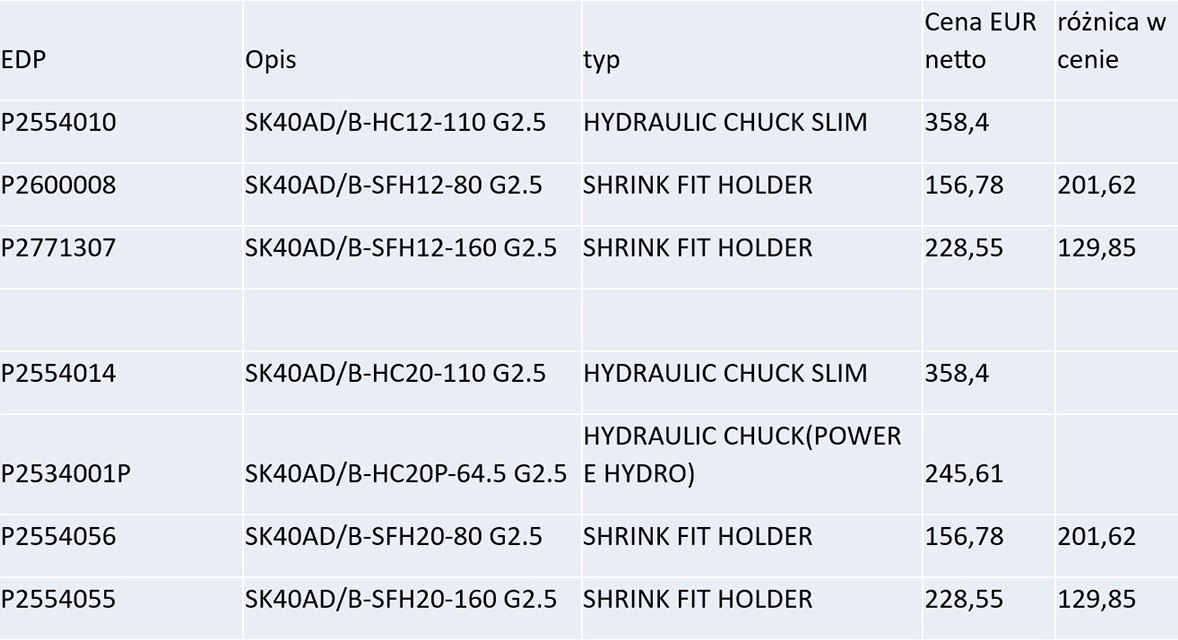
Maszyna do oprawek termokurczliwych
Standardowo dostępne z cewką fi 30
Możliwe opcje: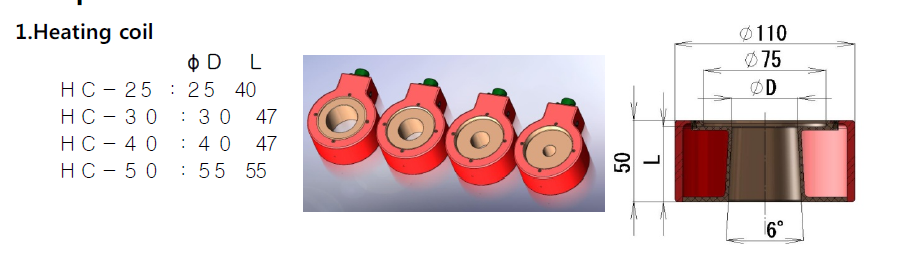
Dostępne w zestawie z podstawami na SK/BT -30, 40, 50 oraz HSK- 32, 40, 50, 63, 100
Porady do oprawek termokurczliwych
1. Nie należy przegrzewać oprawek. Ma to niekorzystny wpływ na trwałość oprawek
2. Podobnie jak ze wszystkimi oprawkami należy zwrócić uwagę na czystość oprawek wewnątrz oraz czystość narzędzia mocowanego. Brud albo wióry mogą powodować deformację ścianki wewnątrz trzpienia co z biegiem czasu może niekorzystnie wpływać na osiowe ustawienie narzędzia w oprawce.
Typy narzędzi jakie możemy montować w oprawkach hydraulicznych
Można mocować narzędzia tylko z gładkim chwytem walcowym (Typ A).
Nie należy montować pozostałych typów dlatego, że może to spowodować deformację wnętrza oprawki.
Oprawki termokurczliwe przystosowane są do narzędzi węglikowych. Użycie narzędzi z HSS może spowodować „zespawanie” narzędzia z oprawką.
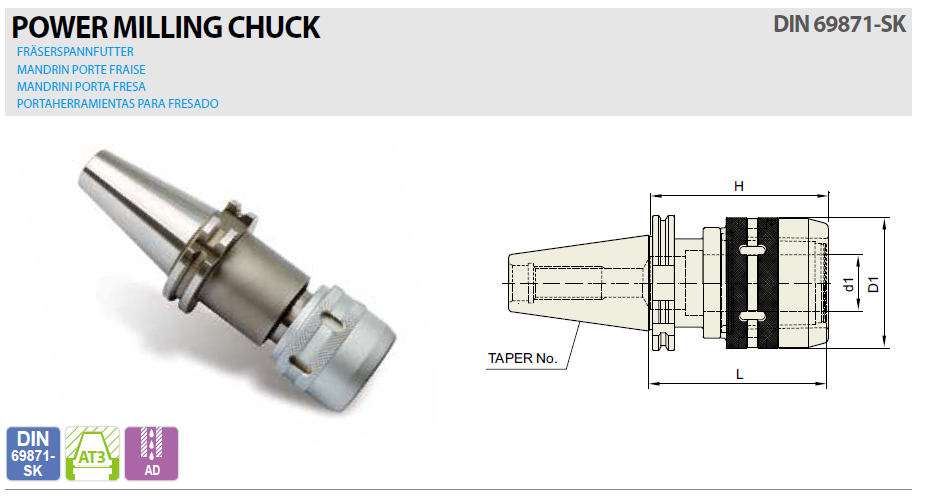
Oprawka o zwiększonej sile zacisku

- Idealnie nadaje się do obróbki z wysokimi prędkościami
- Niezwykle wysoka siła zacisku
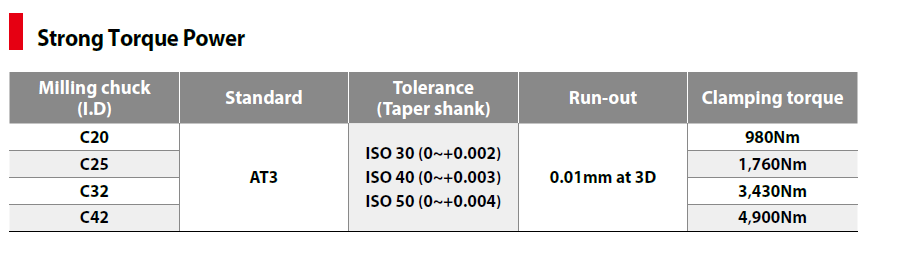
- Tolerancja „bicia” 0,01mm na długości 3xD
- Zaprojektowane tak aby używać zwykłego klucza hakowego
Sztywność w tego rodzaju oprawkach jest wzmocniona przez otwór wykonany na wewnętrznym uchwycie frezarskim, co zapobiega deformacji uchwytu frezarskiego. Płynna obróbka uzyskiwana jest dzięki maksymalizacji siły mocowania frezów z chwytem walcowym.
Dodatkowo grubość części zaciskowej zapobiega drganiom i zapewnia trwałość.
Zastosowano o 160% więcej łożysk niż w oprawkach innych producentów, co zapewnia dużą siłę mocowania i wysoką trwałość dzięki rozproszeniu nacisku powierzchniowego nawet w przypadku przyłożenia dużego obciążenia.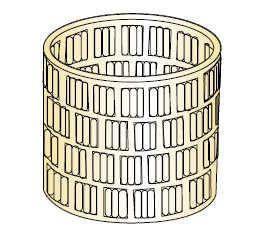
Wykonania oprawek o zwiększonej sile zacisku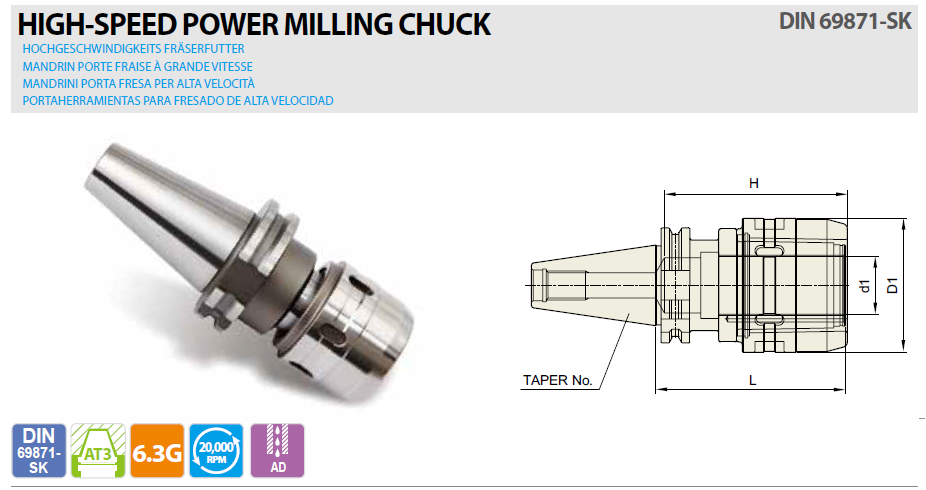
Dostępne na stożkach SK, BT, CBT oraz HSK
Dostępne w średnicach 20mm, 25mm, 32mm, 42mm
Wyważone na G6.3 do 20000 RPM
Dostępne na stożkach SK, BT, CBT oraz HSK
Dostępne w średnicach 20mm, 25mm, 32mm, 42mm
Tulejki redukcyjne do oprawek o zwiększonej sile zacisku
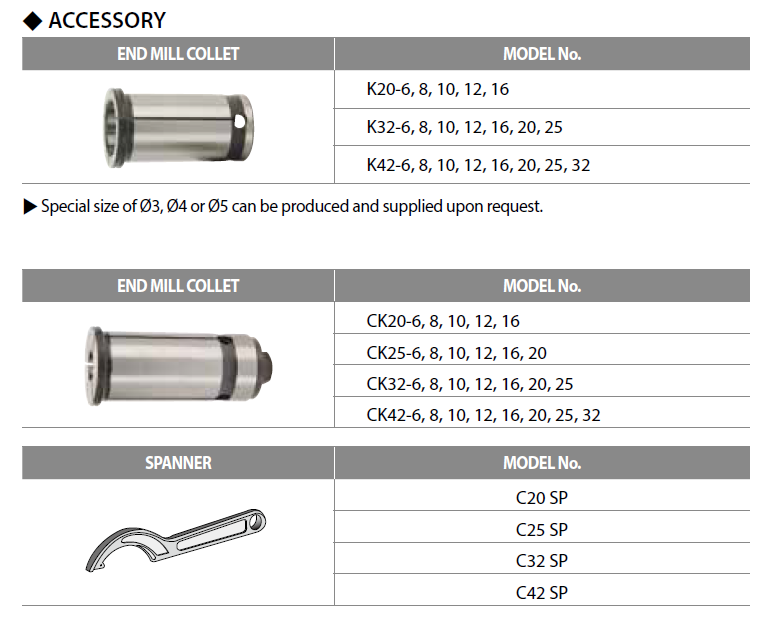
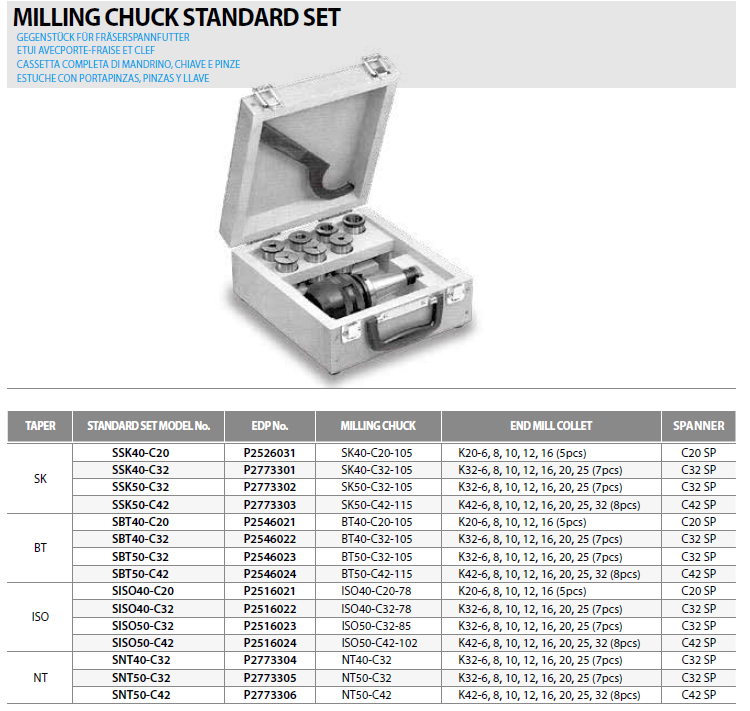
Zestawy z oprawką o zwiększonej sile zacisku
Porównanie siły zacisku w oprawkach YG-1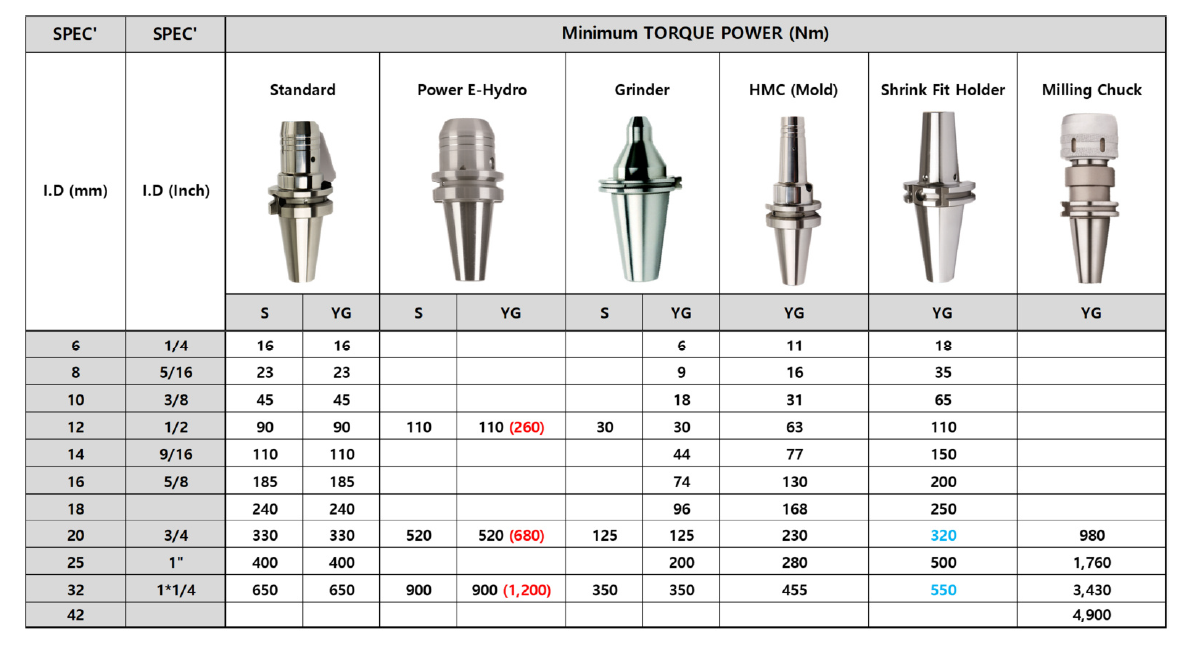
Porównanie oprawek YG-1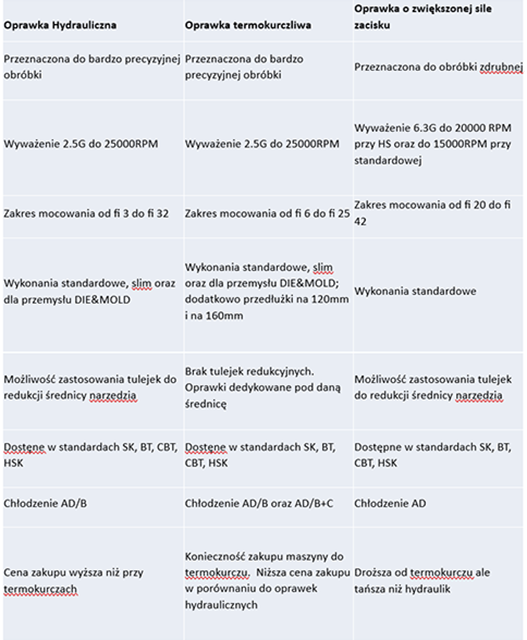
W razie dodatkowych pytań zapraszamy do kontaktu
Opracowanie artykułu: