Co jakiś czas klient pyta nas o płytkę WNMG lub inną negatywną płytkę tokarską do aluminium.
Taka sytuacja ma miejsce w mniejszych firmach, które generalnie obrabiają stal, lecz niekiedy zdaży im się obróbka aluminium.
Zacznijmy od tego czym różnią się płytki do aluminium od płytek do stali 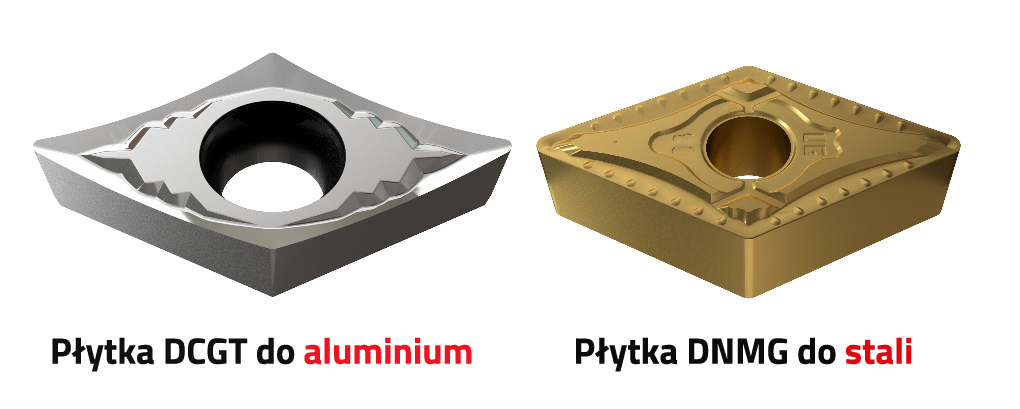
Na zdjęciach powyżej widać, płytki już optycznie bardzo się różnią.
Aluminium jest materiałem łatwo przywierającym do ostrza, czyli łatwo tworzy narost.
Klejenie się do ostrza powoduje też złą jakość powierzchni. Z tego względu potrzebne są bardzo ostre płytki z taką powierzchnią natarcia do której aluminium nie będzie przywierało.
Przyjrzyjmy się cechom płytek do stali, oraz płytek do aluminium. Zauważycie że cechy tych narzędzi są przeciwstawne.
Cechy płytki do aluminium:
• Płytka szlifowana obwodowo w celu uzyskania maksymalnie możliwej ostrości ostrza.
• Brak powłoki w celu uniknięcia zaokrąglenia ostrza, czyli stępienia (grubość powłoki zawsze zaokrągla krawędź ostrza)
• Brak powłoki która nie jest tak gładka jak polerowana niepokrywana powierzchnia natarcia.
• Polerowana powierzchnia natarcia płytki w celu uzyskania jak najniższego współczynnika tarcia.
• Mały kąt ostrza i duży kąt natarcia – też w celu uzyskania odpowiedniej ostrości.
Podsumowując – płytka do aluminium musi być piekielnie ostra i maksymalnie gładka.
Cechy płytki do aluminium:
• O wiele mniejsze kąty natarcia i większe kąty ostrza.
Stal ma wyższą wytrzymałość mechaniczną od aluminium. Jej skrawanie wymaga większych sił, a więc i mocniejszych ostrzy. Nie możemy obrabiać stali tak delikatnymi geometriami jak do aluminium. I tu pojawia się kolejną ważna różnicą:
• Stępione ostrze płytki – do stali mamy kilka sposobów wykończenia krawędzi skrawającej.
To może być faza, faza + promień lub sam promień. Słowo promień jest tu pewnym uproszczeniem bo w rzeczywistości jest to pewna krzywa.
Takie ostrze będzie „mazało” bardziej ciągliwymi gatunkami aluminium.
• Powłoka, możliwie gruba, najlepiej CVD.
Niestety – oglądając powłoki CVD pod mikroskopem stwierdzimy że są one dość chropowate.
Powłoki PVD mają niższą chropowatość niż CVD, ale też nie są takie jak byśmy chcieli. W internecie znajdziecie wiele zdjęć na których powierzchnie powłok wyglądają jak tarka do której aluminium lepi się niezwykle skutecznie.
• Powłoka zaokrągla krawędź ostrza przez samą swoją grubość. Więc takie ostrze z definicji nie będzie tak ostre jak w niepowlekanym narzędziu.
Reasumując, płytki do aluminium i płytki do stali to narzędzia z zupełnie innej bajki. Jak pisałem wcześniej, ich cechy są przeciwstawne, czyli nawzajem się wykluczają. Nie ma szans aby płytką do stali obrabiać aluminium swobodnie i tak skutecznie jak płytką do aluminium.
Niemniej jednak, jeżeli już nie mamy innego wyjścia, to stosujmy płytkę z w miarę ostrą geometrią do stali nierdzewnej i z powłoką PVD. W przypadku YG-1 będzie to geometria „-MM” i gatunek YG401. Pamiętajmy o wysokiej prędkości skrawania (Stal x 2) aby uzyskać odpowiednio wysoką temperaturą na ostrzu aby wiór mógł spływać po tej nieszczęsnej powłoce. Przy obfitym chłodzeniu, wysokim Vc, o ile nie trafimy na bardziej ciągliwy stop aluminium, poradzimy sobie płytką do stali nierdzewnej.
Ale trochę się namęczymy.
W razie dodatkowych pytań zapraszamy do kontaktu
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe