Ponieważ obróbka materiałów hartowanych już sama w sobie nie jest zadaniem łatwym, a poziom trudności rośnie wraz z poziomem twardości, chcieliśmy dzisiaj podzielić się paroma wskazówkami, które ułatwią / przyśpieszą proces doboru parametrów skrawania tych materiałów.
Na początek warto zerknąć do katalogu i przyjrzeć się sposobowi przedstawiania danych:
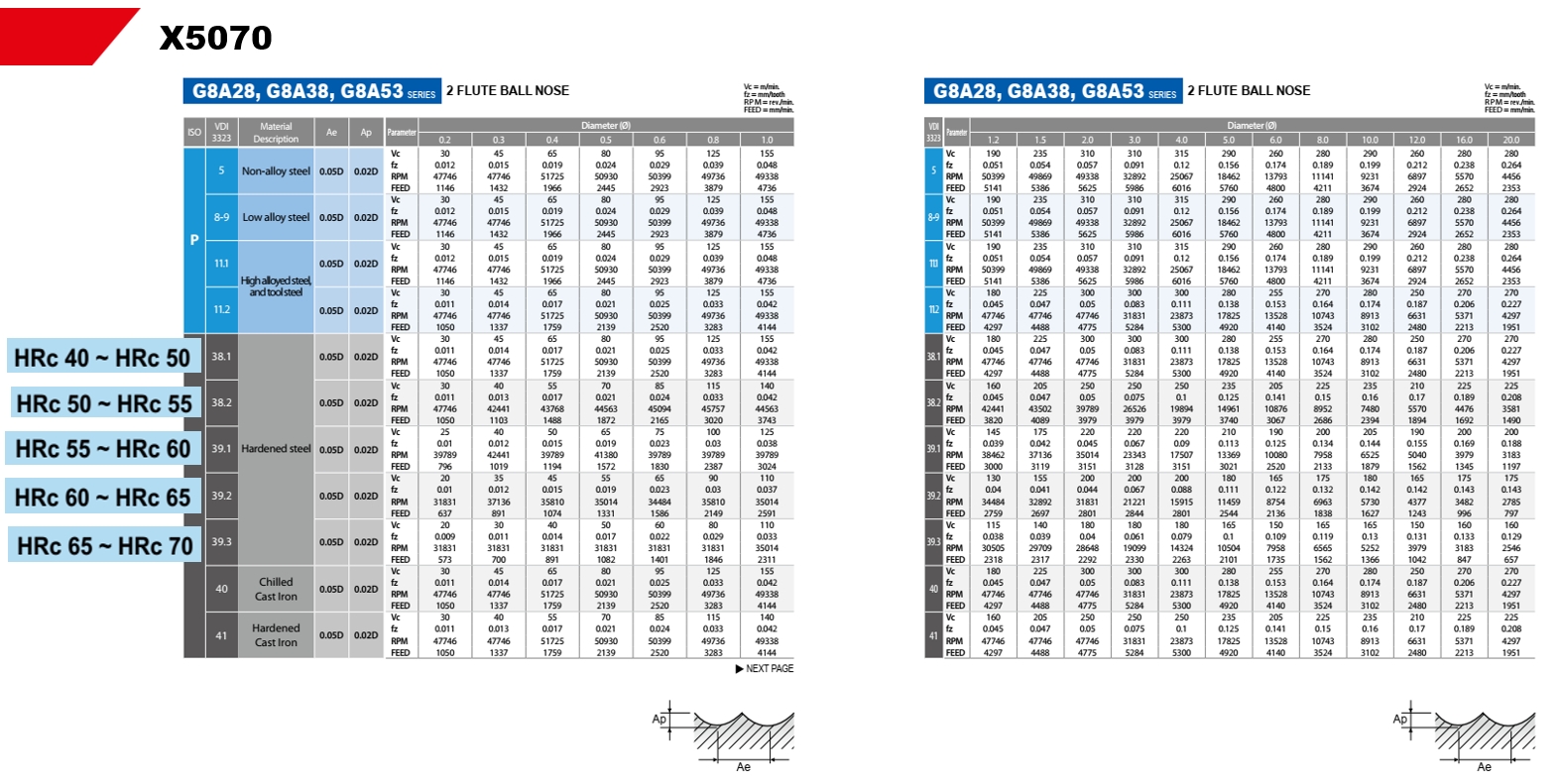
Weźmy na przykład serię frezów X5070, których nazwa zawiera w sobie spektrum twardości do jakich została stworzona:
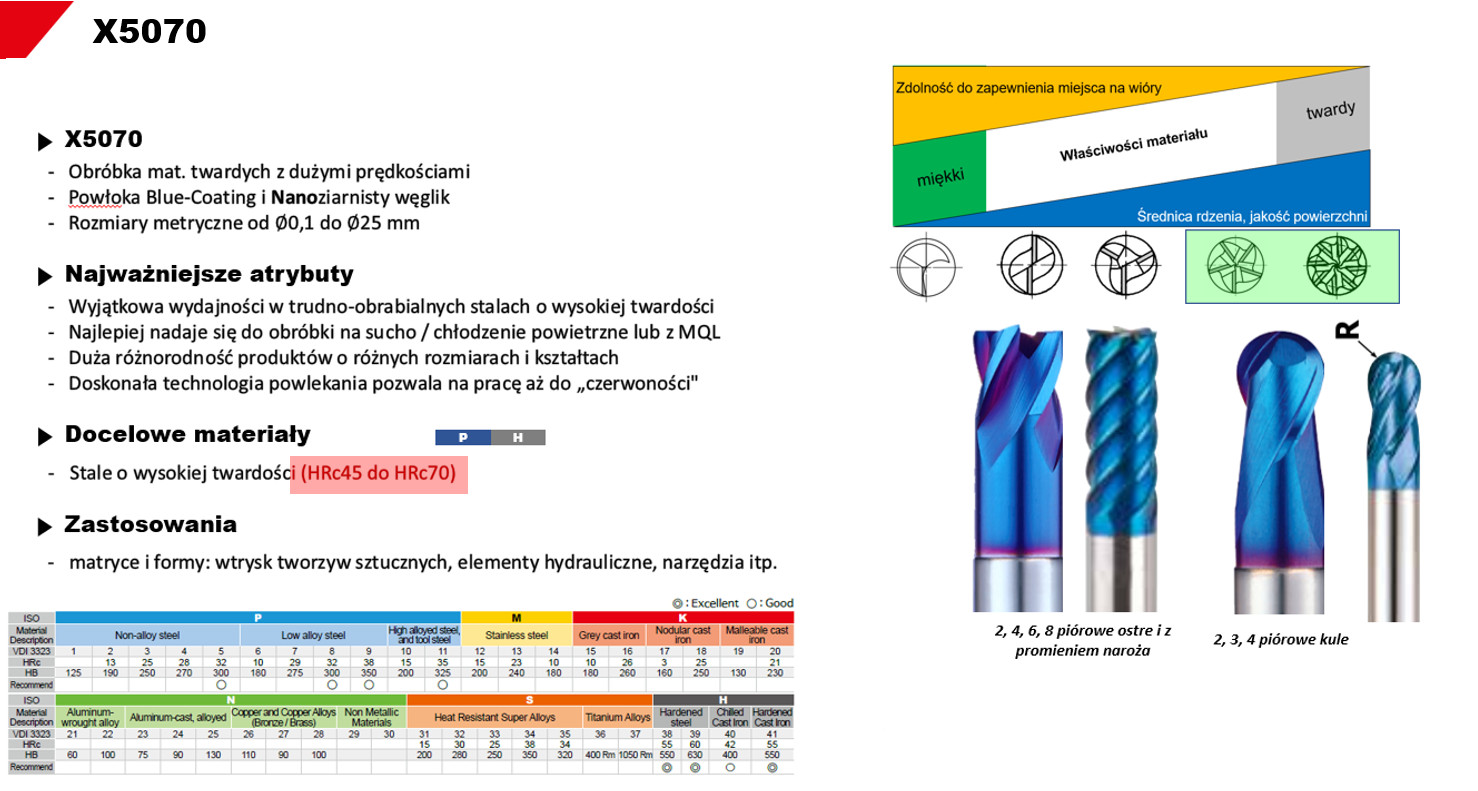
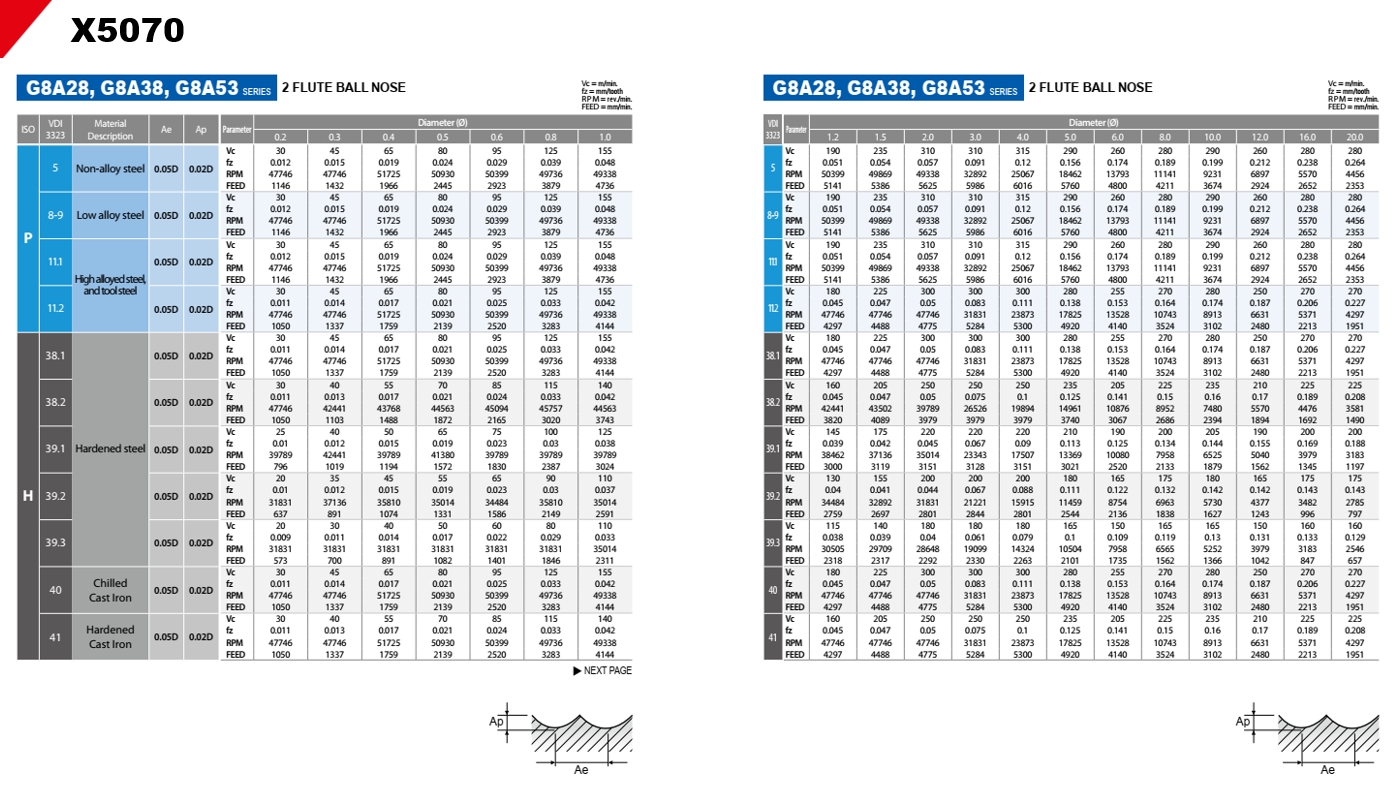
Od pewnego czasu parametry naszych narzędzi przyporządkowane są do grup materiałowych VDI, tak to wygląda dla kulki z=2 X5070
To może być problematyczne, bo nawet jeśli znajdziemy odpowiednią grupę VDI dla naszego materiału, to i tak, bez zagłębiania się w nomenklaturę VDI, dowiemy się tylko tyle, że to materiał nadający się do hartowania...
i o ile w przypadku innych materiałów sytuacja jest klarowna i kompletna, o tyle w świecie materiałów hartowanych głównym kryterium podziałowym jest twardość...
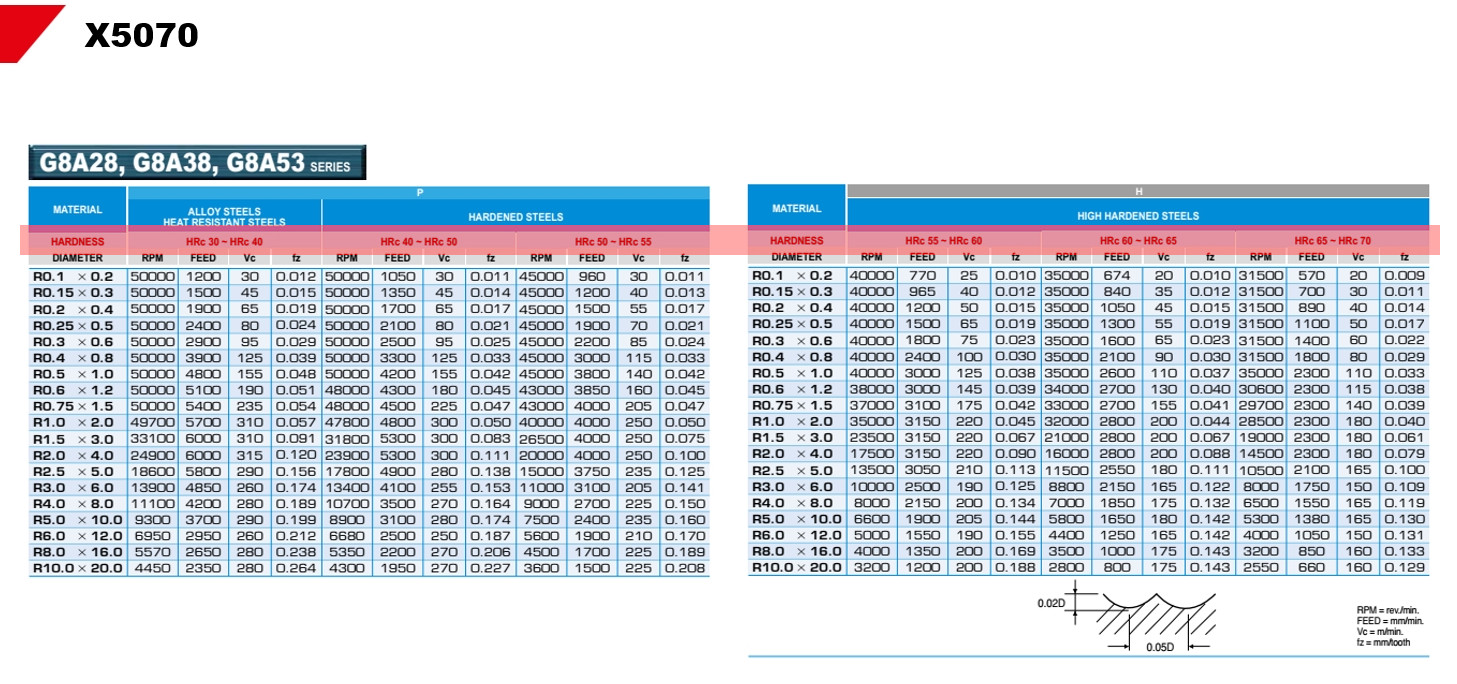
W poprzednim katalogu sytuacja była nieco prostsza i to uproszczenie, w zasadzie, nie było tutaj żadnym błędem, a przyśpieszało dobór wstępnych parametrów
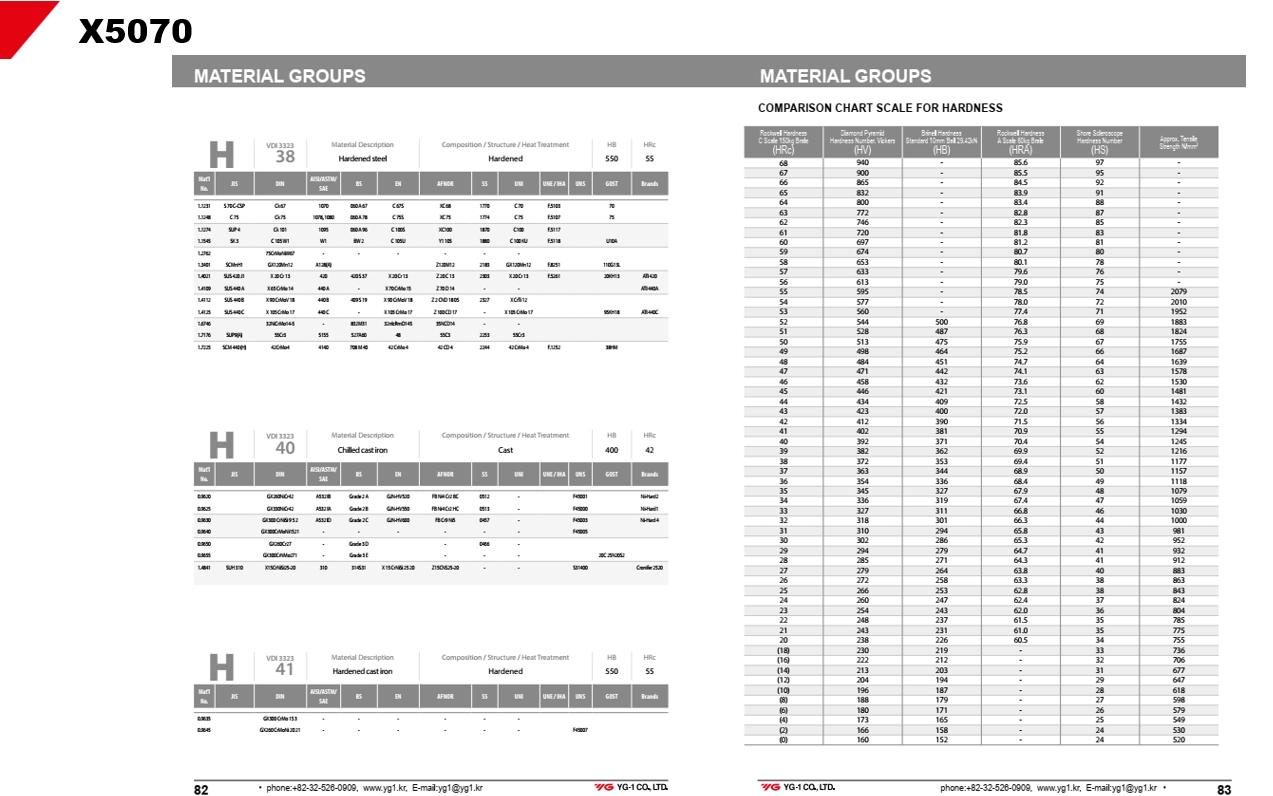
Znajdował się tam pasek określający twardość:
Jednak możemy spokojnie nanieść twardości na poszczególne grupy VDI i zauważymy, że te parametry niczym się nie różnią, a zmienił się tylko sposób prezentowania danych:
Powyższe grupy są ściśle skorelowane z tą twardością i można je przyporządkować na stałe dla wszystkich typów narzędzi!!!
OK, a czemu przyglądamy się właśnie frezom kulowym przy tej okazji? Żeby nie było za łatwo! Jest jeszcze jedna bardzo istotna sprawa związana z doborem parametrów kuli (każdej!)
Weźmy, dla przykładu, narzędzie G8A28 w rozmiarze 10,0mm (r=5) i pracującej w materiale o twardości 62 HRc. Parametry są następujące:

Dla grupy VDI 39.2 i freza o średnicy 10,0mm mamy Vc=180m/min.
...
Jeżeli nikomu nie zapaliła się jeszcze lampka, to może to być początek problemów!
obroty 5730 obr./min.?
Wszystkie parametry w katalogu podawane są dla katalogowych warunków pracy, dla konkretnej warstwy skrawania, tutaj bardzo istotna jest WYSOKOŚĆ SKRAWANIA!
Katalog mówi o wysokości skrawania Ap = 0,02 x D, czyli dla freza fi 10,0 jest to 0,2mm...,
To przyjrzyjmy się jak to wygląda jeśli wymodelujemy sobie taką kulkę w materiale na głębokość 0,2mm
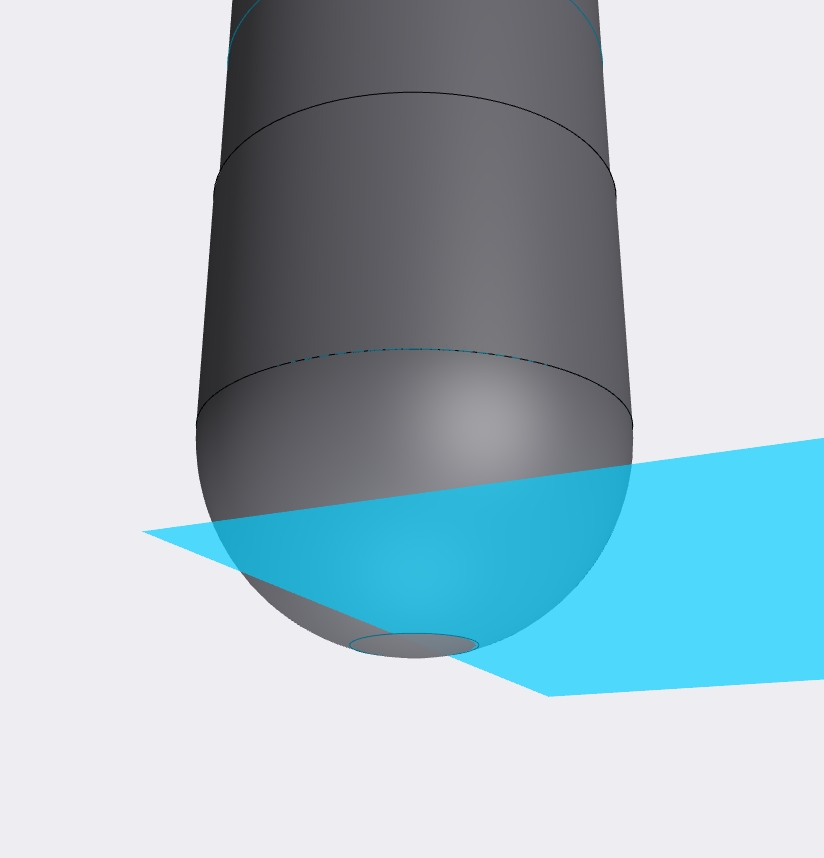
Łatwo zauważyć, że narzędzie na tej wysokości nie posiada średnicy 10,0mm, możemy ją też nawet zmierzyć:
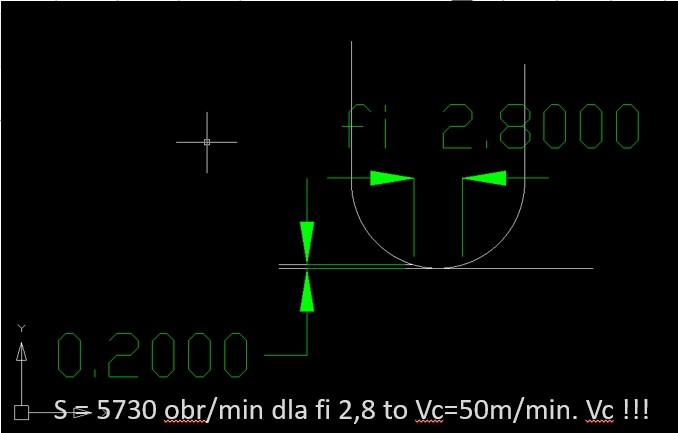
Maksymalna średnica efektywna tego narzędzia przy Ap=0,2mm to fi2,8mm
Dlatego Vc=dla rozmiaru kuli 10,0mm wynosi 180m/min., bo ta kula w rzeczywistości nie ma średnicy efektywnej 10,0mm!!! Dla jej efektywnej średnicy maksymalnej fi2,8mm obroty S=5730min-1 to prędkość skrawania Vc=50m/min.!!!
Kula nie jest, delikatnie mówiąc, najlepszym narzędziem do planowania, będziemy mieli więc bardzo często do czynienia z krzywiznami, profilami i całą gamą aplikacji, gdzie kula będzie pracowała różnymi częściami swojej sfery!!!
Niestety, programy komputerowe nie radzą sobie z tym zagadnieniem najlepiej i dla każdej takiej aplikacji musimy sami wziąć pod uwagę jaka będzie najczęściej używana średnica efektywna tej kuli i tak uśrednić prędkości obrotowe, aby pracowała na optymalnych dla danego typu materiału. Jak łatwo się domyślić - im materiał jest twardszy tym ten dobór będzie istotniejszy.
Mam nadzieję, że przybliżyliśmy nieco temat doboru parametrów, i jak zwykle:
W razie dodatkowych pytań zapraszamy do kontaktu
Opracowanie artykułu:
Maciej Gara
Product manager – frezowanie / Inżynier aplikacyjny