Główne rodzaje wykonań gwintowników maszynowych
Gwintowniki mają swoje różne wykonania, które różnią się między sobą. W tym artykule przedstawię trzy podstawowe wykonania dla gwintowników maszynowych. Wykonania te różnią się między sobą poprzez różne odprowadzenie wiórów z przestrzeni obróbczej, różnym wykonaniem rodzai ostrzy, długością ostrzy. W YG – 1 wyróżniamy trzy podstawowe wykonania gwintowników maszynowych.
Dodatkowo dzięki takiemu wymuszonemu procesowi przemieszczania się wiórów, łatwo możemy określić jakie narzędzie jest nam potrzebne i jakiego powinniśmy użyć, aby wykonać gwint w otworze. Dla przypomnienia dodam, że są tylko dwa rodzaje otworów: otwór przelotowy i otwór nie przelotowy (potocznie nazywany jako otwór ślepy).
Należy pamiętać o kilku stałych zasadach wymienionych poniżej, podczas używania gwintowników maszynowych:
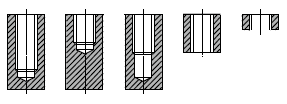
1) Gwintownik maszynowy z ostrzami i luką wiórową skrętną (potocznie nazywany jako gwintownik maszynowy skrętny). Na przedstawionym obok rysunku w kolorze niebieskim strzałka z prawej strony, pokazuje kierunek odprowadzenia wiórów z przestrzeni obróbczej (kierunek do góry, czyli kierunku chwytu gwintownika). Poprzez geometrię narzędzia przemieszczanie się wiórów jest wymuszone. Te wióry nigdy nie zmienią swojego kierunku, przy opuszczaniu przestrzeni obróbczej. Natomiast po lewej, w kolorze zielonym pokazana jest główna cecha narzędzia, czyli skrętne ostrza. Gwintownik maszynowy skrętny ma zastosowanie do otworów nie przelotowych, jak i do gwintowania otworów przelotowych. Jest to uniwersalne wykorzystanie jednego typu gwintownika do obu rodzaji otworów. Użytkownicy bardzo sobie chwalą ekonomikę tego gwintownika maszynowego skrętnego, bo jeden wybór i zakup służy do wykonania obu rodzaju otworów.

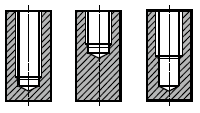
2) Gwintownik maszynowy ze skośną powierzchnią natarcia z ostrzami na ukos i z prostymi lukami wiórowymi. Na przedstawionym obok rysunku w kolorze niebieskim strzałka z prawej strony, pokazuje kierunek odprowadzenia wiórów z przestrzeni obróbczej (kierunek do dołu, czyli przed gwintownikiem). Poprzez geometrię narzędzia przemieszczanie się wiórów jest wymuszone. Te wióry nigdy nie zmienią swojego kierunku i będą zawsze przed gwintownikiem, przy opuszczaniu przestrzeni obróbczej. Również po prawej stronie, ale w kolorze zielonym pokazana jest główna cecha narzędzia, czyli skośne ostrza na początku luk. Należy zwrócić uwagę, że skos znajdujący się na początku luk wydłuża nakrój do „Form B” (przypomnę, że „Form B” to długość 5 – 6 podziałek gwintu). Gwintownik maszynowy ze skośną powierzchnią natarcia ma zastosowanie do otworów przelotowych. Użytkownicy chwalą sobie zwiększoną trwałość i wydajność tego gwintownika maszynowego ze skośną powierzchnią natarcia.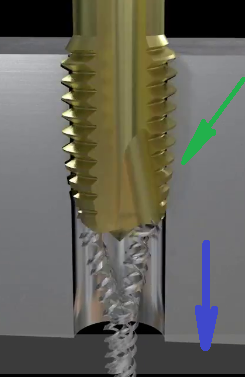
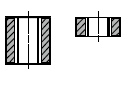
3) Gwintownik maszynowy z luką wiórową prostą (potocznie nazywany jako gwintownik maszynowy prosty). Na przedstawionym obok rysunku w kolorze niebieskim strzałka z prawej strony, pokazuje dwa kierunki odprowadzenia wiórów z przestrzeni obróbczej. Pierwszy to kierunek do dołu, czyli przed gwintownikiem, dotyczy obróbki materiałów krótko wiórowych, czyli z tzw. sypkim wiórem. Drugi to kierunek do góry, odprowadzenia wiórów z przestrzeni obróbczej. Czyli wióry przemieszczają się w kierunku chwytu gwintownika i dotyczy to obróbki materiałów ciągliwych dających dłuższy wiór. Geometria narzędzia nie wymusza kierunku przemieszczania się wiórów. Kierunek odprowadzenia wiórów określa rodzaj obrabianego materiału i tworzonych podczas obróbki długości wiórów. Natomiast po lewej stronie, ale w kolorze zielonym pokazana jest główna cecha narzędzia, czyli proste ostrza i luki wiórowe. Należy zwrócić uwagę, że długość nakroju dla gwintowników maszynowych prostych i gwintowników maszynowych skrętnych jest taki sam. Identyczną długość stanowi dla obu wykonań nakrój „Form C” (przypomnę, że „Form C” to długość 2 – 3 podziałki gwintu). Gwintownik maszynowy prosty ma zastosowanie do otworów przelotowych i nie przelotowych. Użytkownicy chwalą sobie uniwersalne wykorzystanie jednego typu gwintownika do obu rodzai otworów.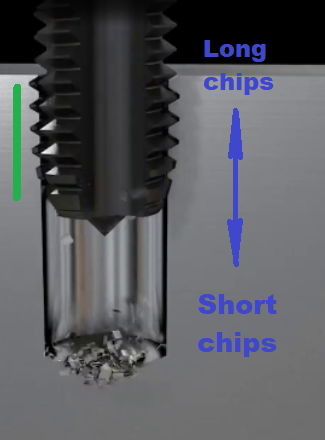
Takie trzy podstawowe wykonania gwintowników maszynowych produkujemy i oferujemy z powodzeniem dla naszych klientów.
Jednakże ze swojej obserwacji, bezpośrednich kontaktów z klientami zauważyłem powtarzające się prawidłowości. Nasza praca to ciągły pośpiech, mało czasu na rozmowę techniczną, napięty grafik spotkań, słaby zasięg telefonu itd. To wszystko powoduje, że wkrada się szum informacyjny, lub nie wystarczający czas przekazania informacji technicznych. To wszystko sprawia, że mylą się różnice i zastosowania między gwintownikami maszynowymi prostymi a gwintownikami maszynowymi ze skośną powierzchnią natarcia.
Dlatego polecam szczególnej uwadze odpowiednio długie, rzeczowe i konkretne rozmowy techniczne z doradcami i dystrybutorami YG – 1, tak aby dobrać odpowiednie i najlepsze narzędzie do obróbki. Każda taka rozmowa, ma podstawowe znaczenie w użytkowaniu i zastosowaniu gwintowników maszynowych.
W razie dodatkowych pytań zapraszamy do kontaktu
Opracowanie artykułu:
Andrzej Cieplak
Inżynier Produktu do wiercenia i gwintowania