Ostatnio pisaliśmy o zaokrągleniu krawędzi skrawającej narzędzia i dlaczego zbyt mały posuw oraz/lub warstwa skrawana są złe. Dzisiaj omówimy temat zbyt cienkiej warstwy skrawanej ap w kontekście promienia naroża płytki skrawającej.
Każdy materiał szkoleniowy podaje, żeby ap wynosiła przynajmniej 2/3 promienia naroża płytki.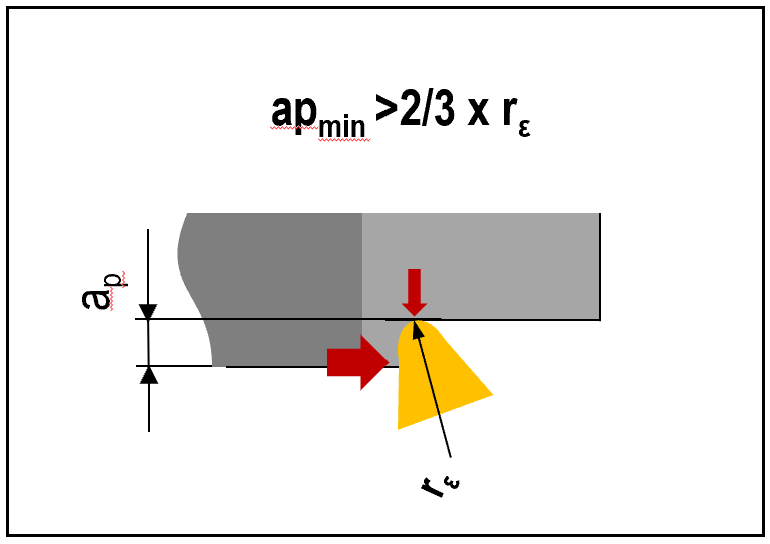 Pomimo tego nadal spotykamy pogląd, że na obróbkę wykończeniową należy zostawiać warstwę 0.20-0.25mm. I to niezależnie od tego jaką płytką będę tą operację wykończeniową realizował.
Pomimo tego nadal spotykamy pogląd, że na obróbkę wykończeniową należy zostawiać warstwę 0.20-0.25mm. I to niezależnie od tego jaką płytką będę tą operację wykończeniową realizował.
Prawdopodobnie jest to pozostałość po złych doświadczeniach z mało sztywnymi lub mało dokładnymi maszynami. Spotyka się też programy obróbkowe napisane w taki sposób, że dodane jest przejście narzędzia „dogładzające” z warstwą ap = 0.04mm. Jak opisywałem poprzednio, w takich warunkach płytka gniecie materiał zamiast go skrawać (zaokrąglenie krawędzi skrawającej).
Poniższe zdjęcie pokazuje powiększenie naroża płytki skrawającej o geometrii wykończeniowej. Jak widać, łamacz nie sięga do samego brzegu krawędzi skrawającej, bo nie ma takiej fizycznej możliwości. Obszar promienia naroża płytki jest „pusty”. Łatwo możemy sobie teraz wyobrazić, że zbyt mała grubość warstwy ap spowoduje, że tworzący się wiór nie trafi na mający go „podkręcić” łamacz.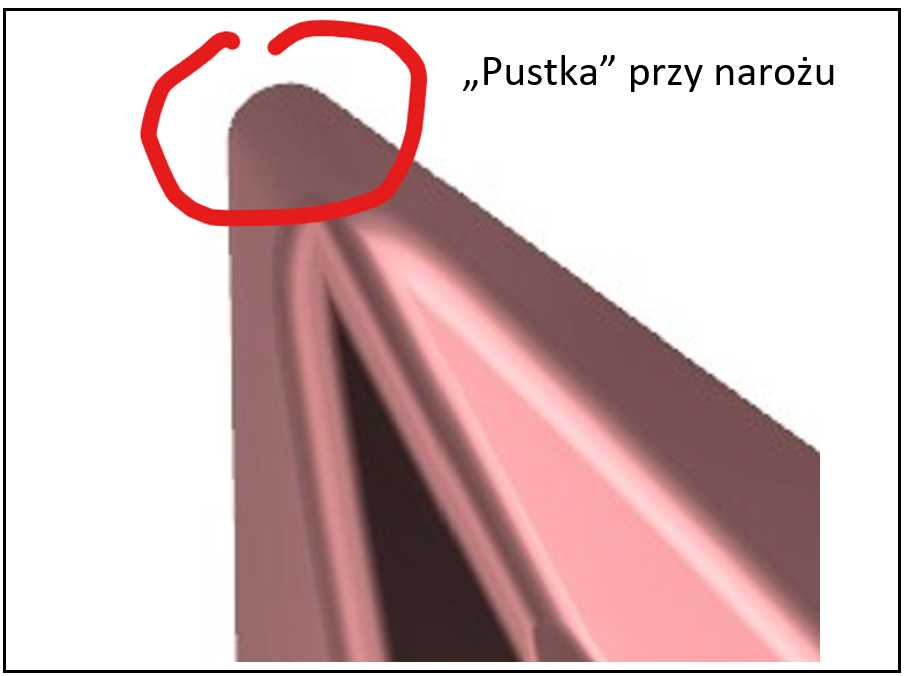 Skutkiem tak małego ap będą cienki nie dające się połamać wióry, które trzeba będzie usuwać ręcznie z detalu i narzędzia.
Skutkiem tak małego ap będą cienki nie dające się połamać wióry, które trzeba będzie usuwać ręcznie z detalu i narzędzia.
Dlatego namawiam, aby pod obróbkę wykończeniową pozostawiać warstwę o grubości wynoszącej tyle co promień naroża. To znacznie ułatwi uporanie się z łamaniem wióra. Jeżeli detal jest wiotki to musimy rzeczywiście pracować na małych ap, proponuję zastosować ap=0.40mm i płytkę o geometrii wykończeniowej (np. UF, MF, SF,) z promieniem naroża r0.4. Wtedy powinniśmy uniknąć kłębiących się na detalu i narzędziu wiórów.
Zapraszamy do kontaktu
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe