Frezowanie profilowe zwane również profilowaniem, to bardzo częsta operacja. Frezowanie profilowe obejmuje obróbkę detali o przeróżnych kształtach, od skośnych ścian na obrabiarkach 3-osiowych, a kończąc na nieregularnych wybraniach w trudnodostępnych miejscach, gdzie z pomocą przychodzą nam obrabiarki 5-osiowe. Niezależnie od stopnia skomplikowania zagadnienia niezbędne jest właściwe zaplanowanie operacji.
Profilowanie możemy podzielić na poniższe etapy:
• Obróbka zgrubna / pół-zgrubna
• Obróbka pół-wykończeniowa
• Obróbka wykończeniowa
Ze względu na charakter powyższego podziału możemy wyszczególnić typy najczęściej używanych narzędzi dla każdego etapu i tak:
• Narzędzia do szybkich posuwów, z promieniem naroża lub na płytki okrągłe służą głównie do obróbki zgrubnej i pół-zgrubnej,
• Natomiast frezy do obróbki wykańczającej i pół-wykańczającej to najczęściej frezy o kształcie kulistym.
Czasami, w celu osiągnięcia najwyższej precyzji i lepszej produktywności, zaleca się nawet wykonanie obróbki zgrubnej i wykończeniowej na dwóch różnych obrabiarkach, a już konieczne jest użycie do każdej z tych czynności optymalnych narzędzi skrawających.
Obróbkę wykończeniową należy wykonać wtedy przy użyciu zaawansowanej obrabiarki 4/5-osiowej i dedykowanych narzędzi przy wsparciu technologii CAD/CAM i zaawansowanych technik programowania. Dzięki temu można ograniczyć, a nawet całkowicie wyeliminować czasochłonne wykańczanie ręczne.
Obróbka zgrubna natomiast nie wymaga takiej precyzji i zasadniczo tradycyjne metody obróbki są wystarczająco wydajne, natomiast często potrzebujemy większej sztywności maszyny.
Wybór narzędzi:
Narzędzia skrawające zoptymalizowane pod kątem obróbki zgrubnej i pół-zgrubnej:
• Płytki okrągłe i koncepcyjne oraz frezy monolityczne z zaokrąglonym narożem. Głowice na płytki RDKT, ENMX, frezy monolityczne i z wymienną częścią roboczą z dużym promieniem jak i-Xmill oraz i-Smart
Narzędzia skrawające zoptymalizowane pod kątem obróbki wykończeniowej i super-wykończeniowej:
• Frez trzpieniowy monolityczny i z wymienną częścią roboczą i-Smart oraz płytki koncepcyjne z czołem kulistym jak modele i-Xmill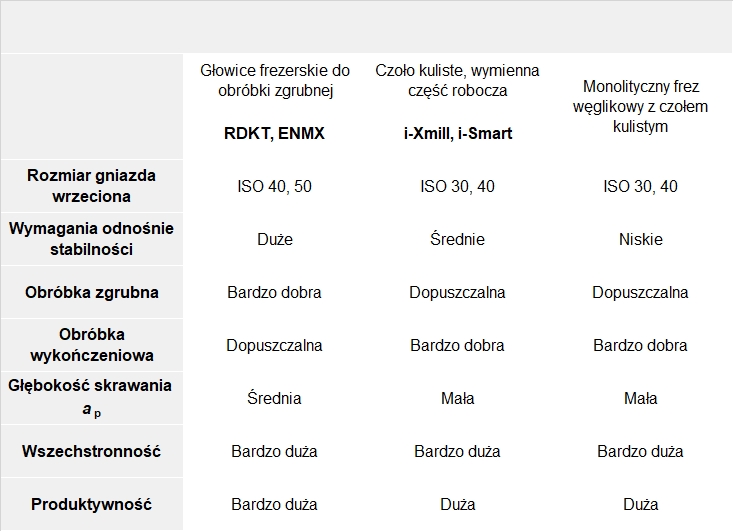
Wskazówki dotyczące frezowania profilowego
Kształt i wymiary detalu są kluczowe i należy dokładnie się im przyjrzeć, aby dobrać właściwe narzędzia i najbardziej odpowiednią strategię obróbki:
• Obliczyć promienie i maksymalną głębokość zagłębiania
• Ocenić ilość materiału do skrawania
• Wziąć pod uwagę minimalizowanie drgań jako cel przy doborze narzędzia, oprawek mocujących i sposobu mocowania przedmiotu obrabianego
• W celu uzyskania znacznych oszczędności może być konieczne zastosowanie oprogramowania CAD/CAM
• Warto używać pełno-węglikowych frezów trzpieniowych do obróbki szybkościowej w celu osiągnięcia dużej dokładnością i najwyższej możliwej jakości powierzchni
• Zazwyczaj wystarczająco wydajnym sposobem obróbki zgrubnej i pół-wykończeniowej, zwłaszcza dużych przedmiotów, jest zastosowanie tradycyjnych metod i narzędzi jednak i w tej materii da się wiele usprawnić korzystając ze współczesnych technologii
Jak zmniejszyć drgania
Drgania są częstym problemem podczas frezowania na dużej głębokości. Rozwiązaniem tego problemu może być zmniejszenie głębokości skrawania, prędkości lub posuwu. Co można poprawić poza tym:
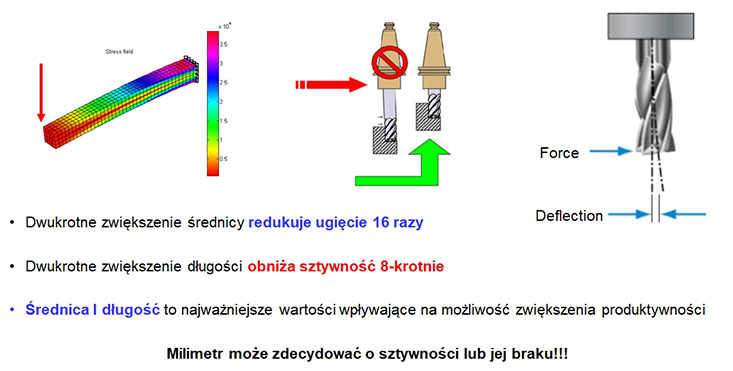
• Używać sztywnych narzędzi o możliwie największej średnicy i najkrótszym wysięgu
• Używać oprawek o wyższej osiowości mocowania i charakterystyce tłumiącej drgania – jak np. oprawki hydrauliczne
• Używać wyważonych narzędzi skrawających i uchwytów w przypadku wysokich prędkości wrzeciona
• Frezowanie wgłębne stanowi ciekawą, alternatywną metodę frezowania w przypadku obróbki na dużej głębokości
Pamiętaj!
Jeżeli macie dalsze pytania, jesteśmy do Waszej dyspozycji kontakt