Znaczenie wyboru narzędzi skrawających w zależności od warunków obróbki i zastosowania - Frezowanie pełno-węglikowe
Przez menedżerów produktu ds. frezowania i kierownika projektu w przemyśle lotniczym
Spojrzenie na frezy monolityczne
Dla niektórych, frezy pełno-węglikowe są po prostu prętem z węglika z kilkoma rowkami na obwodzie. Ten pogląd jest zrozumiały, ponieważ istnieje znacznie więcej producentów niż ktokolwiek może zapamiętać. Jednak niewielu producentów frezów może dorównać YG-1 z 40-letnim doświadczeniem w biznesie, zbudowanym od początku z frezami jako podstawową linią produktów. Ponad 6.000 pojedynczych elementów frezów pełnych z różnych linii produktów w różnych wykonaniach jest gotowych, aby służyć Państwu. Od linii produktów ogólnego przeznaczenia w DIN i rozmiarach fabrycznych do wysoce zaawansowanych linii produktów używanych szeroko w matrycach i formach, przemyśle lotniczym, energetycznym i transportowym segmencie rynku.
Wybór frezów YG-1
Operacje frezowania są podzielone na obróbkę zgrubną, pół-wykańczającą i wykańczającą. YG-1 oferuje narzędzia do wszystkich zastosowań. Punktem wyjścia do wyboru odpowiedniego frezu jest zawsze materiał. Jeśli dostępność i cena są głównym celem, linia produktów ogólnego przeznaczenia K-2 będzie służyć tutaj bardzo dobrze, z powodu mnogości wyboru i szerokiego zastosowania.
Dla wszystkich wymagających zastosowań w stalach i stalach nierdzewnych do 35HRc, portfolio V7Plus jest pierwszym wyborem. Jeśli stal do obróbki jest jeszcze twardsza, ale nadal poniżej 55HRc, najlepszą opcją jest frez 4G z ponad 2.300 pozycjami i X-Power Pro. Sprawdzony X5070, z kultową niebieską powłoką i nano-ziarnistym węglikiem spiekanym, bardzo dobrze radzi sobie z hartowaną stalą pomiędzy 50 a 70HRc. Jeśli potrzebna jest najwyższa wydajność w stali nierdzewnej i materiałach z super-stopów, takich jak tytan, TitaNox-Power jest narzędziem właściwego wyboru.
Oczywiście istnieją również dedykowane linie produktów do obróbki grafitu, miedzi, aluminium i CFRP, a na życzenie dostępne są również narzędzia pełnoceramiczne, o kształcie baryłkowym, z końcówkami PCD i CBN.
Kolejnym krokiem przy wyborze narzędzia jest rozważenie zastosowania (frezowanie boczne, rowkowanie, profilowanie, zagłębienie po rampie itp.) Wybór odpowiedniej średnicy i długości części skrawającej jest oczywiście nieco bardziej skomplikowany niż w przypadku prostej średnicy i długości jak w przypadku wierteł. Zasada nr 1 jest wziąć możliwie najkrótszy frez, podczas gdy średnica powinna być tak duża jak to możliwe.
Kluczowym elementem jest naroże ostrza. Jest to najbardziej narażona część freza, określająca żywotność narzędzia i wyniki pracy. Ostre naroże tnące powinno być wybierane tylko wtedy, gdy przejście między ścianą a dnem tego wymaga. W przypadku niezabezpieczenia naroża traci się dużo z trwałości, więc w celu zwiększenia trwałości narzędzia stosuje się małe promienie ochronne (najczęściej 0,5 mm lub 0,75 mm) lub fazę 45°. Najbardziej rygorystyczny wybór to promienie profilujące (np. 2,5mm), ponieważ to rysunek klienta określa, który z nich należy wybrać.
Gdzie szukać
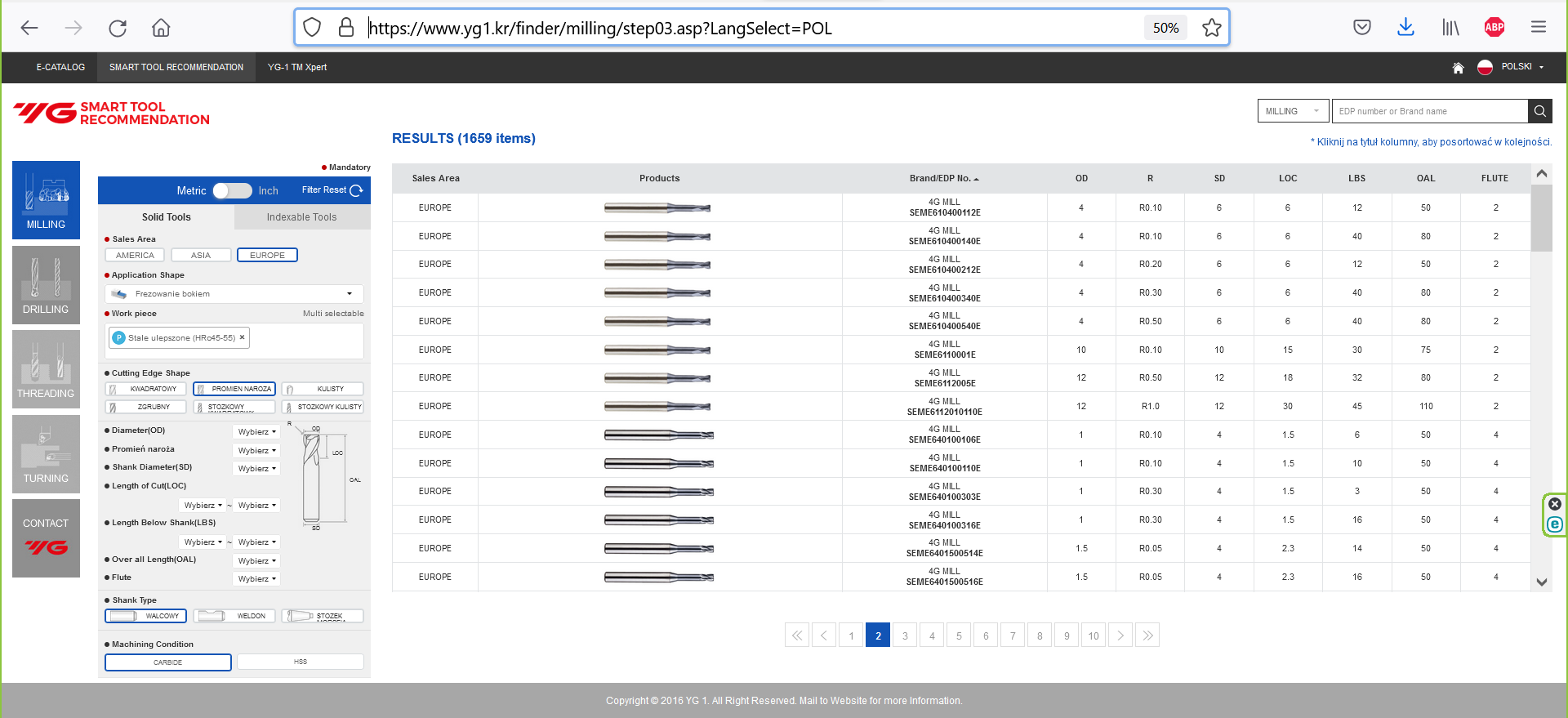
Najłatwiejszym sposobem sprawdzenia tego wszystkiego jest skorzystanie z aplikacji internetowej Smart Tool Recommendation.
Aplikację znajdziesz tutaj: YG-1
Kryteria wyboru są takie same jak w przypadku przeszukiwania katalogu papierowego lub PDF, ale z korzyścią natychmiastowego przeglądu wielu linii produktów w tym samym czasie:
Na co również zwrócić uwagę
Sposób mocowania narzędzia jest tutaj zdecydowanie do podkreślenia. Istnieje wiele różnych typów uchwytów, nie wszystkie mogą być omówione. Jeśli istnieje potrzeba bardzo elastycznego mocowania przy małych frezach końcowych, należy rozważyć uchwyty SK Slim Collet Chucks YG-1. Wykorzystują one bardziej stromy kąt stożka w odróżnieniu od powszechnie stosowanych na rynku oprawek ER, aby zwiększyć siły mocowania i stabilność.
Jedyne minusy uchwytów termokurczliwych Shrink Fit, które można podnieść to wysoka początkowa inwestycja w sprzęt do obkurczania i brak tłumienia drgań. Poza tym tego typu oprzyrządowanie bardzo dobrze sprawdza się w zastosowaniach frezarskich.
Uchwyty frezarskie Power Milling Chuck oferują bardzo duże siły mocowania i symetryczne mocowanie dla zmniejszenia bicia. Szczególnie korzystne jest głębokie osadzenie trzpienia frezu w uchwycie, co minimalizuje długość wysięgu, a tym samym zmniejsza ugięcia i wibracje.

Zdecydowanie najlepszym rozwiązaniem dla frezów trzpieniowych średniej i dużej wielkości są uchwyty hydrauliczne Power E-Hydro. Najwyższa jakość bicia i wyważenia oraz siły mocowania przewyższające poziom uchwytów termokurczliwych Shrink Fit sprawiają, że są one idealne do zastosowań związanych z frezowaniem. Zastosowanie tulei redukcyjnych zapewnia niezbędną elastyczność. Nie ma potrzeby dokonywania dalszych inwestycji, ponieważ do montażu potrzebny jest tylko klucz sześciokątny.
Jak dokonać dalszej optymalizacji
Nie każde zastosowanie wymaga chłodziwa. Jeśli materiał na to pozwala, praca na sucho lub z minimalnym smarowaniem (MQL) zwiększa trwałość narzędzia. Może zaistnieć potrzeba usunięcia wiórów ze strefy skrawania. Powietrze pod ciśnieniem oraz urządzenie zwane Wzmacniaczem Powietrza zapobiega zakleszczaniu się wiórów i ich ponownemu skrawaniu.
Poza parametrem prędkości i posuwu, najbardziej odczuwalną optymalizacją jest optymalizacja ścieżki narzędzia. Rozważmy frezowanie trochoidalne zamiast szczelinowania. Wybierając wysokie wartości Ap w obróbce adaptacyjnej zamiast ciężkich Ae obróbki zgrubnej. Zwiększa to ilość osiowych punktów styku (krawędzi skrawających w tym samym czasie), co skutkuje mniejszym ciepłem i wibracjami, podczas gdy współczynnik usuwania metalu wzrasta z powodu efektu rozrzedzenia wiórów.
Ostatnie, ale nie mniej ważne
Jesteśmy gotowi do pomocy, skontaktuj się z nami! kontakt