Strategie obróbki i doboru narzędzi dla stali nierdzewnych – frezowanie, wiercenie i gwintowanie.
Przygotowane przez product manager`ów ds. narzędzi obrotowych, gwintowania oraz frezowania gwintów z EMEA
Znajomość obrabianego materiału jest kluczowa.
Stale nierdzewne to w sumie dosyć młoda grupa materiałów określana czasem pojęciem INOX.
Inox pochodzi z francuskiego słowa inoxydable, co znaczy po prostu nieoksydujące.
Aby uzyskać stal nierdzewną po prostu trzeba dodać wystarczająco dużo pierwiastków chromu do żelaza, co najmniej 10.5%, lecz przeważnie ponad 12%. Dodawane są też inne składniki stopowe wpływające na strukturę materiału w zależności od potrzeb, wymaganej charakterystyki magnetycznej, twardości, odporności na wysokie temperatury, lub możliwości polerowania.
Główne grupy stali nierdzewnych to:
- Ferrytyczne (Ferritic)
- Martenzytyczne (Martensitic)
- Austenityczne (Austenitic)
- Austenityczno – ferrytyczne (Austenitic-Ferritic)
Każda z tych grup zachowuje się całkowicie inaczej, dlatego tak ważnym jest wiedza, którą z nich będziemy obrabiać. W tym pomocne są materiały z przemysłu spawalniczego.
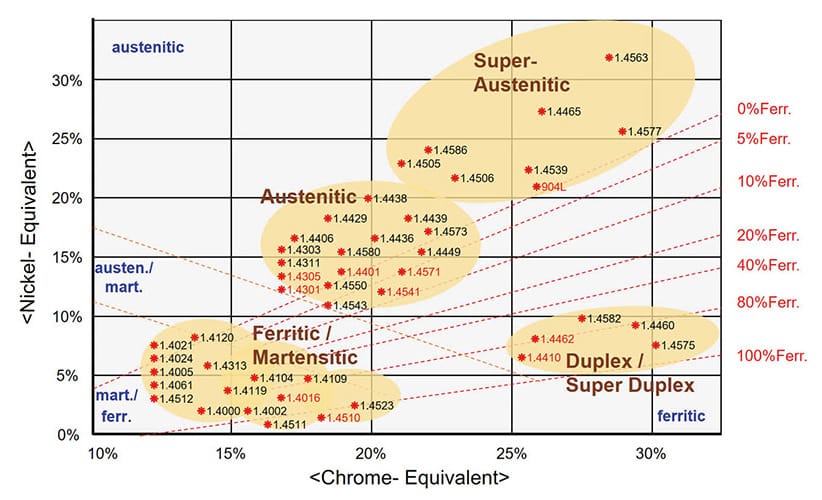
Tak zwany wykres Schaefflera – DeLonga i obliczenia podają ekwiwalenty chromu i niklu, grupując materiały względem siebie pod kątem interesujących nas cech. Obydwie wartości mówią nam czego się spodziewać podczas obróbki (lub spawania). Pomagają też zrozumieć dlaczego materiały o różnym składzie potrafią się zachowywać podobnie.
Ferrytyczne stale nierdzewne są podstawowym stopem żelaza i wspomnianych >12% chromu.
Typowe przykłady to stale 1.4016 (AISI 430) 1.4152 (AISI 409) i 1.4113 [AISI 434].
Są rzadko spotykane w obróbce skrawaniem, ale powszechne w obróbce plastycznej, gdyż oprócz magnetyczności mają tą cechę, że nie rdzewieją. Prawdopodobnie osłona drzwi naszej lodówki wykonana jest z takiej stali. Nie podlegając utwardzeniu termicznemu są łatwo obrabialne. Stosujemy tu parametry skrawania takie jak dla stali niestopowych.
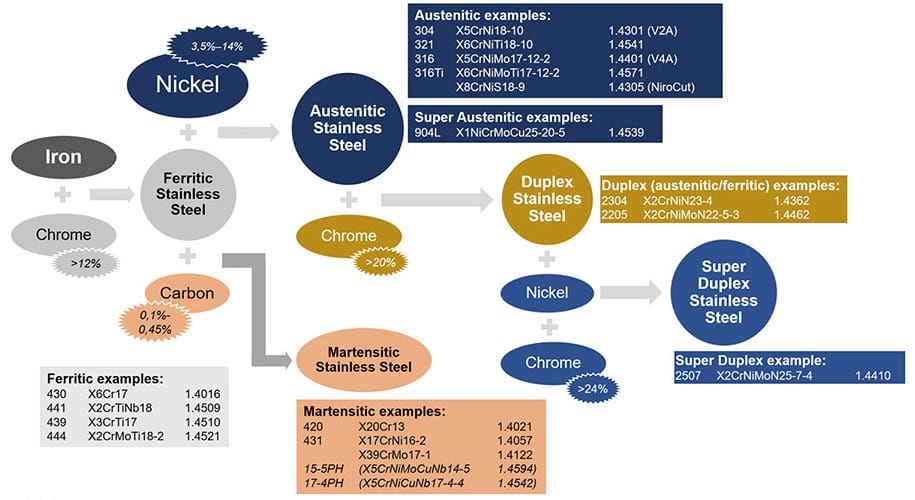
Jeżeli potrzebujemy obróbki cieplnej, dodajemy węgiel (0.1 – 0.45) i przemieniamy ferrytyczną w martenzytyczną stal nierdzewną. Typowe przykłady to 1.4006 [AISI 410], 1.4021 [AISI 420], 1.4057 [AISI 431], and 1.4125 [AISI 440C]. Do tej samej kategorii zaliczamy stale utwardzane dyspersyjnie tzw. stale nierdzewne PH, najczęściej 15-5PH i 17-4PH. Obróbka następuje przeważnie przed utwardzaniem kiedy stal nadal jest dość dobrze obrabialna. Wysoka twardość i wytrzymałość na rozciąganie może prowadzić do wysokich oporów skrawania. W stanie utwardzonym oczekujcie szybkiego zużycia przez ścieranie i obciążenie termiczne. W stalach martenzytycznych możecie rozważać frezowanie na sucho w celu uniknięcia szoku termicznego, który niszczy narzędzie szybciej niż narost.
Biorąc stal ferrytyczną jako bazę i dodając nikiel (3.5 - 14%) otrzymujemy najbardziej powszechną austenityczną stal nierdzewną. Typowe przykłady to 1.4301 [AISI 304] nazywana też V2A oraz często nam towarzyszące 1.4401 [AISI 316] i 1.4550 [AISI 347]. Austenityczne stale nierdzewne składają się głównie z żelaza, 16 do 28% chromu i do 35% niklu.
Obróbka austenitycznych stali nierdzewnych uznajemy za trudną z powodu tworzenia się narostu i przyklejania się wiórów do ostrza. Nie możemy temu zaradzić zwyczajnie podnosząc prędkości skrawania, jak w stalach ferrytycznych, lecz zwiększając ilość i ciśnienie chłodziwa, stosując dodatki wysokociśnieniowe. Podatność na odkształcenia plastyczne stali nierdzewnych austenitycznych powoduje ich utwardzanie podczas obróbki, może też występować zjawisko „puchnięcia” powodujące np. szybsze zużywanie się łysinek wierteł. Przewodność cieplna austenitycznych stali nierdzewnych jest o jedną trzecią niższa od zwykłej stali, przez co powstaje większe obciążenie termiczne ostrza. Ciepło musimy odprowadzić stosunkowo grubszymi wiórami. To z kolei powoduje większe siły skrawania obciążające narzędzie.
Wreszcie mamy austenityczno-ferrytyczne stale nierdzewne o bardzo wysokiej zawartości chromu (>24%) i niklu. Te stale potocznie nazywamy stalami nierdzewnymi Duplex i Super-Duplex z powodu ich mieszanej mikrostruktury zawierającej względnie ok. 50% austenitu i 50% ferrytu. Tych stali o proporcji 50/50 nie jest zbyt wiele, kilka najczęściej spotykanych to 1.4362 [AISI 2304], 1.4462 [AISI 2205], 1.4410 [AISI 2507]. Austenityczno-ferrytyczne stale nierdzewne łączą wiele cech obydwu materiałów i są bardzo trudne w obróbce. Nawet w bardzo wysokich temperaturach zachowują wytrzymałość na rozciąganie prawie dwukrotnie wyższą niż stale nierdzewne austenityczne. Tak samo jak stale austenityczne zabiegi takie jak walcowanie, odlewanie, skutkuje utwardzoną powierzchnią. Czasem możemy sobie z tym poradzić skrawając poniżej tej warstwy, np. frezując przeciwbieżnie zamiast współbieżnie. Generalnie austenityczne stale nierdzewne trzeba obrabiać w stosunkowo niskich prędkościach aby utrzymywać niską temperaturę.
Wybierz swój frez YG-1
Program frezarski YG-1 oferuje wiele frezów pracujących świetnie w stalach nierdzewnych. Zapewnia kombinację obróbki zgrubnej i wykończeniowej jednym frezem, lub typowe rozwiązanie zgrubne jeżeli mamy niedużą moc, czy problematyczne odprowadzanie wiórów. Wykorzystuj poniższy wykres do doboru frezów odpowiednich do Twoich warunków.
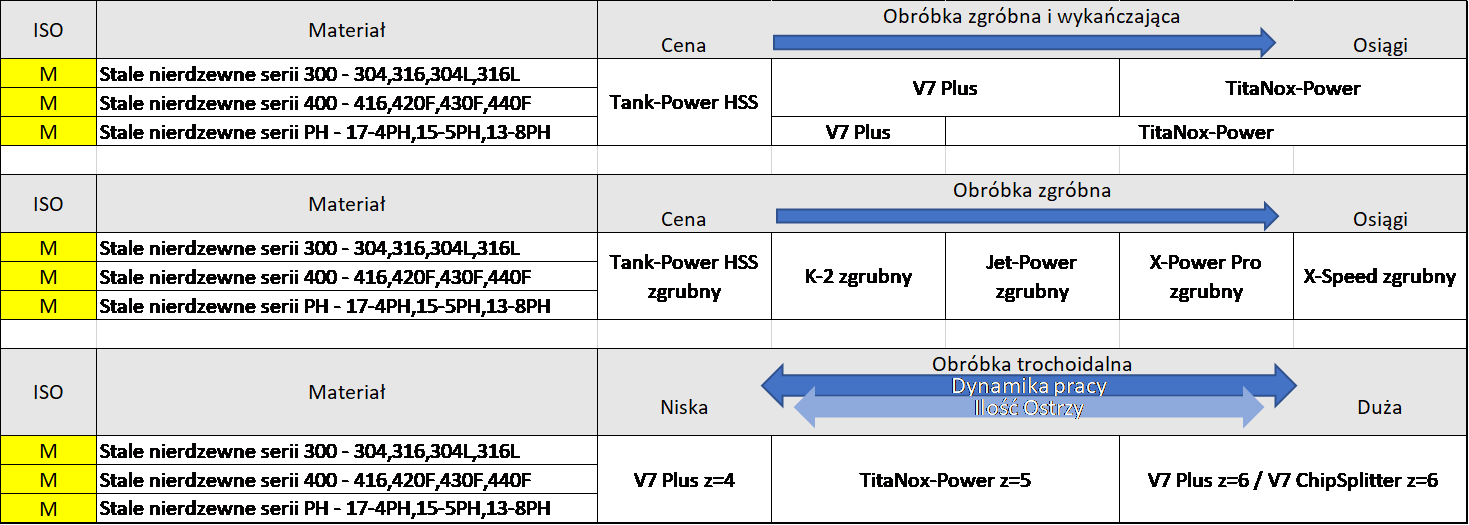
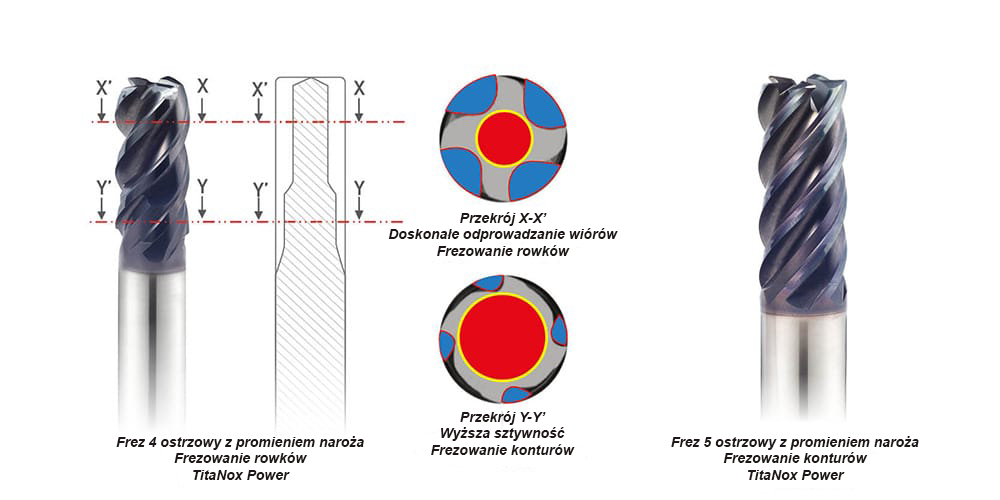
TitaNox Power – jak sama nazwa mówi jest naszym flagowym produktem do efektywnej obróbki wszelkiego rodzaju stali nierdzewnych. Dwurdzeniowa 4-ostrzowa konstrukcja umożliwia zarówno frezowanie rowków w pełnym materiale, jak i konturowanie. Wersja 5-ostrzowa zapewnia bardzo sztywny rdzeń freza, dzięki czemu można bardzo efektywnie frezować kontury całą długością roboczą freza.
 V7Plus jest alternatywą dla Titanox oferując inny program, w tym frezy kulowe i opcjonalny rozdzielacz wióra, frezy 4- i 6- ostrzowe z promieniem naroża lub zwykłe. Szczególnie wersja 6-ostrzowa, dostępna z rozdzielaczem lub bez, zapewnia bardzo wysoką wydajność obróbki we frezowaniu dynamicznym lub trochoidalnym.
V7Plus jest alternatywą dla Titanox oferując inny program, w tym frezy kulowe i opcjonalny rozdzielacz wióra, frezy 4- i 6- ostrzowe z promieniem naroża lub zwykłe. Szczególnie wersja 6-ostrzowa, dostępna z rozdzielaczem lub bez, zapewnia bardzo wysoką wydajność obróbki we frezowaniu dynamicznym lub trochoidalnym.

Do bardzo niestabilnych warunków wykluczających zastosowanie węglika YG-1 opracował Tank Power będący świetnym rozwiązaniem bazującym na spiekanej stali proszkowej PM52-HSS. Tank Power zawiera frezy tradycyjne, kulowe, oraz zgrubne w dwóch powłokach w zależności od zastosowania.
Wiercenie stali nierdzewnych
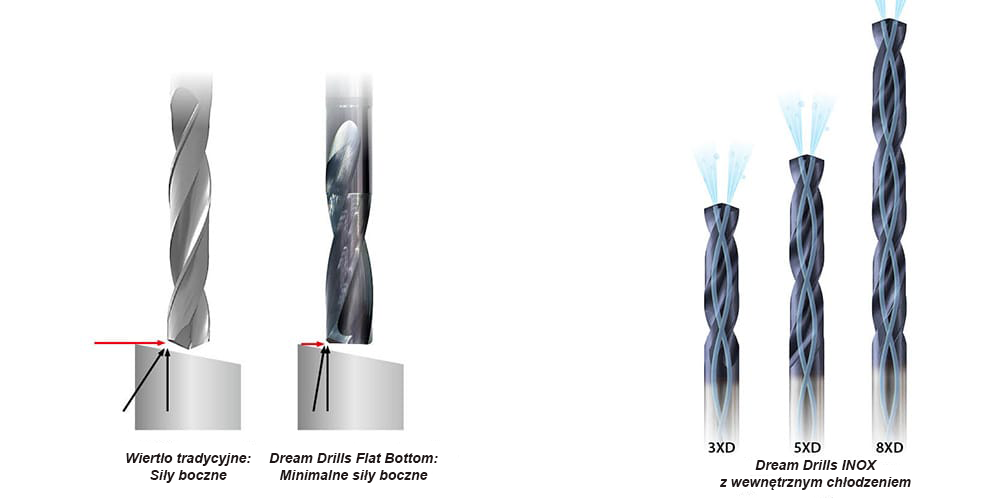
Obok Spade Drill i rozwiązań na płytki wymienne SPMX/WCMX do dużych średnic Dream Drill Inox pokrywa niemalże wszystkie zastosowania w stali nierdzewnej od Ø1 do 20mm w typowych zakresach L/D 3xD, 5xD i 8xD. Oczywiście wszystkie wyposażono w kanałki chłodziwa i chwyt walcowy do zalecanego stosowania w oprawkach hydraulicznych YG-1 hydraulic chucks. Z uwagi na godną uwagi geometrię wierzchołka Dream Drills INOX świetnie się sprawdzają jako piloty do wierteł do głębokiego wiercenia Dream Drills MQL
Wream Drills MQL
Wiertła Dream Drills MQL są dostępne od 10xD do 30xD w zakresie średnic od Ø 3,0 do 14,0 mm z chwytem cylindrycznym HA, przyrost średnicy chwytu na kolejnych średnicach co 2 mm.
Nazwa pochodzi od Minimum Quantity Lubrication MQL aby podkreślić że narzędzie może być stosowane w ten sposób. Narzędzia te oczywiście mogą pracować też z tradycyjnymi systemami wysokiego ciśnienia chłodziwa. Zaprojektowane do zastosowań w ISO-P Dream Drills MQL okazały się skuteczne także w określonych zastosowaniach w stalach nierdzewnych, oczywiście przy zastosowaniu systemu wysokiego ciśnienia chłodziwa.
W aplikacjach z pochylonymi wejściami lub wyjściami otworów, przecinającymi się otworami, nierównymi powierzchniami, blachami, otworami nachodzącymi na siebie itd. Dream Drills Flat Bottom z rzeczywistym kątem wierzchołkowym 180° obejmuje zakres zakresie średnic Ø3 do 20mm w dwóch długościach – 2xD i 5xD. Z wierzchołkiem 180° zamiast 140° siły promieniowe zostają zredukowane w takim stopniu, że wiertła te zastępują pogłębiacze, narzędzia specjalne wykonujące płaskie dno, oraz specjalne piloty.
Ponadto stosunkowo krótsze ostrze powoduje że przy takim samym posuwie otrzymujemy większą grubość wióra, co może poprawić jego ewakuację bez zmiany parametrów skrawania. Jedynym warunkiem który musimy zachować aby zapewnić wysoką trwałość i jakość otworów to zredukowany posuw dopóki wiertło nie znajdzie się w pełnym materiale. Reasumując, Dream Drills Flat Bottom jest świetnym rozwiązaniem tam, gdzie 140° wierzchołek zwyczajnie nie działa.
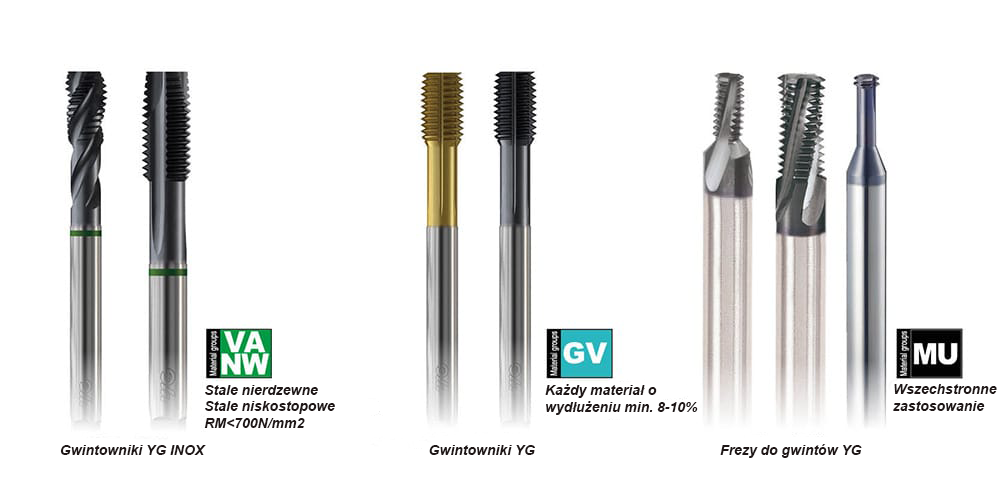
Gwintowanie stali nierdzewnych YG-1
Zakres oferowanych gwintowników i gniotowników do stali nierdzewnych jest szeroki. Łączymy najlepsze substraty optymalnie dobranymi powłokami aby zapewnić najlepsze możliwe rezultaty. Narzędzia typów VA, VA-NW są zaprojektowane specjalnie do stali nierdzewnych. Do wygniatania gwintów nasze geometrie GV zapewniają optymalne wykonywanie gwintów bezwiórowo.