Firma YG-1 posiada w swojej ofercie narzędzia do finalnego wykonania średnicy i tolerancji otworów. Tylko dla przypomnienia wspomnę, że rozwiertaki stosuje się do otworów już wstępnie wykonanych. Gdy wymogi rysunku technicznego lub jakość powierzchni po wstępnej obróbce jest niewystarczająca, to stosujemy wtedy rozwiertaki jako narzędzia wykańczające do wykonania otworów. Rozwiertaki pozwolą nam łatwiej uzyskać: dokładną średnicę, kolistość, prostoliniowość, tolerancję i odpowiednie wykończenie powierzchni otworu.
Dwie podstawowe zasady czego rozwiertaki na pewno nie są w stanie zrobić:
- nie zmienimy położenia otworu względem bazy
- nie jest możliwa praca rozwiertaków w pełnym materiale
Tak jak wcześniej podkreślałem, na dokładne wykonanie otworów ma wpływ wiele czynników zewnętrznych, jak stan maszyny, mocowanie detalu, mocowanie rozwiertaka, stosowanie odpowiednich lubrykantów itd.
Właśnie tak wiele czynników zewnętrznych ma decydujący wpływ na to czy rozwiertak będzie pracował i czy będzie pracował właściwie, tak żeby przynieść użytkownikowi po obróbce rozwiertakiem rezultat pozytywnego wykończenia otworu.
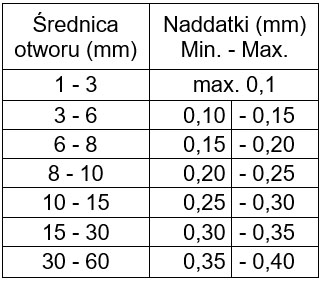
Rozwiertak, aby mieć możliwość właściwej pracy, musi mieć zagwarantowany odpowiedni naddatek. Naddatki pod rozwiercanie w głównej mierze uzależnione są od finalnej (wynikającej z rysunku technicznego) średnicy i tolerancji otworu. Poniżej w tabeli przedstawiam średnice otworów i przedziały naddatków minimalnych i maksymalnych, jakie powinny być do obróbki wykańczającej.
Jednak bardzo często użytkownikom umyka również to, że naddatki pod rozwiertaki uzależnione są również od obrabianego materiału. Tu z praktyki wiem, że im twardszy materiał obrabiam poprzez rozwiercanie, tym częściej stosuję minimalne wartości naddatków. Jeśli materiał jest miększy to stosuję max. wartości naddatków. Wyjątkiem jest obróbka aluminium i jego stopów, bo wtedy na pierwszym rozwiercanym otworze sprawdzam czy pojemność luk wiórowych daje odpowiednia przestrzeń do odprowadzania wiórów i czy wióry nie kaleczą obrabianej powierzchni. Wtedy należy skorygować naddatki pod rozwiertak do wielkości pośrednich między min., a max.
Naddatki dla rozwiertaków do zbierania materiału w otworach wstępnie już wykonanych
Wiertła stalowe:
Wiertła YG-1 serii HPD z numerem EDP.: D4541 do Φ6,0 stopniowane są co 0,05 mm. Dodatkowo do wymiaru Φ11,6 wiertła mają wykonania dokładne jak np..: Φ11,55.
Wiertła YG-1 serii HPD z numerem EDP.: D4542 do Φ12,0, stopniowane są co 0,05 mm.
Wiertła YG-1 z serii EDP.: DL109 do Φ10,0 mają wykonania średnic roboczych w dokładności do 0,05 mm.
Wiertła YG-1 z serii EDP.: D1105 do Φ20,0 mają wykonania średnic roboczych w dokładności do 0,05 mm.
Wiertła stalowe (w seriach: Gold P, Multi-1, SUPER-GP) do Φ13,0 stopniowane są co 0,1 mm.
Wiertła monolity VHM.
Wiertła YG-1 monolity VHM (w seriach: DD Pro, DD General, DD Inox wszystkie 3xD) do Φ12,0 stopniowane są co 0,1 mm.
Monolity VHM wierteł w YG-1 do Φ18,0 mają wykonania średnic dokładnych tzw. pod wymiarowych, więc mają takie średnice jak Φ14,8 , Φ16,8 lub Φ17,8.
Przy większych średnicach otworów pod rozwiercanie (ponad Φ 20,0), oprócz wierteł, które usuwają zasadniczą część materiału, stosuje się inne dodatkowe narzędzia jak pogłębiacze cylindryczne, wytaczadła (jedno lub dwu ostrzowe). Pod duże średnice otworów jak np.: Φ37,0 w tolerancji H7, potrzebujemy wiertła, które zrobi nam wybranie materiału i wykona otwór Φ36,5 (jeśli mamy sztywny układ > oprawka, narzędzie, detal). Następnie użyjemy wytaczadła, po zastosowaniu którego będziemy mieli średnice otworu Φ36,7. Na sam koniec zastosujemy rozwiertak Φ37,0 z tolerancją h7. Podczas takiej obróbki stosujemy kombinacje wiertło + wytaczadło + rozwiertak. Jeśli nasz układ (oprawka, narzędzie, detal) nie jest za bardzo sztywny, to musimy stosować mniejsze średnice wiertła Φ36,0 lub Φ35,0. Wtedy ilość przejść wytaczadłem się zwiększa, żeby dojść do średnicy Φ36,7 pod rozwiercanie.
Odrębnym zagadnieniem będzie dobranie odpowiednich parametrów pracy w zależności od średnicy narzędzia jak i również w zależności od rodzaju obrabianego materiału. W poniższych dwóch tabelach będę posługiwał się dwoma parametrami parametrów pracy rozwiertaków.
Pierwszy parametr to prędkość liniowa „Vc” (m/min), którą podaje oddzielnie dla wykonań HSS, HSSE oraz VHM. Przedstawiam wtedy parametry od najwolniejszego wykonania rozwiertaków HSS i idę w stronę zwiększania parametrów do wykonania VHM.
Drugim parametrem pracy będzie wartość posuwu „fn” (mm/obr) uzależniona od średnicy narzędzia jak i również od rodzaju obrabianego materiału.
Oczywiście wszystkie poniższe parametry są parametrami startowymi do uruchomienia na pierwszych otworach. Podniesienie parametrów lub ewentualna korekta parametrów w dół, będzie wynikała z jakości i dokładności sztywnego układu > oprawka, narzędzie, detal. Z praktyki wiem, iż im mniejsza sztywność tego układu powoduje, że pojawiają się wtedy coraz większe luzy, większe bicie narzędzi, wibracje detalu, które wpływają niekorzystnie na obróbkę (lub czasami uniemożliwiają na konkretnej maszynie wykonać otwory w tolerancji H7). Wtedy powinniśmy usztywnić układ, lub przejść na maszynę bardziej dokładną.
Parametry pracy (Vc oraz fn) dla rozwiertaków stalowych - wykonania HSSE oraz HSS.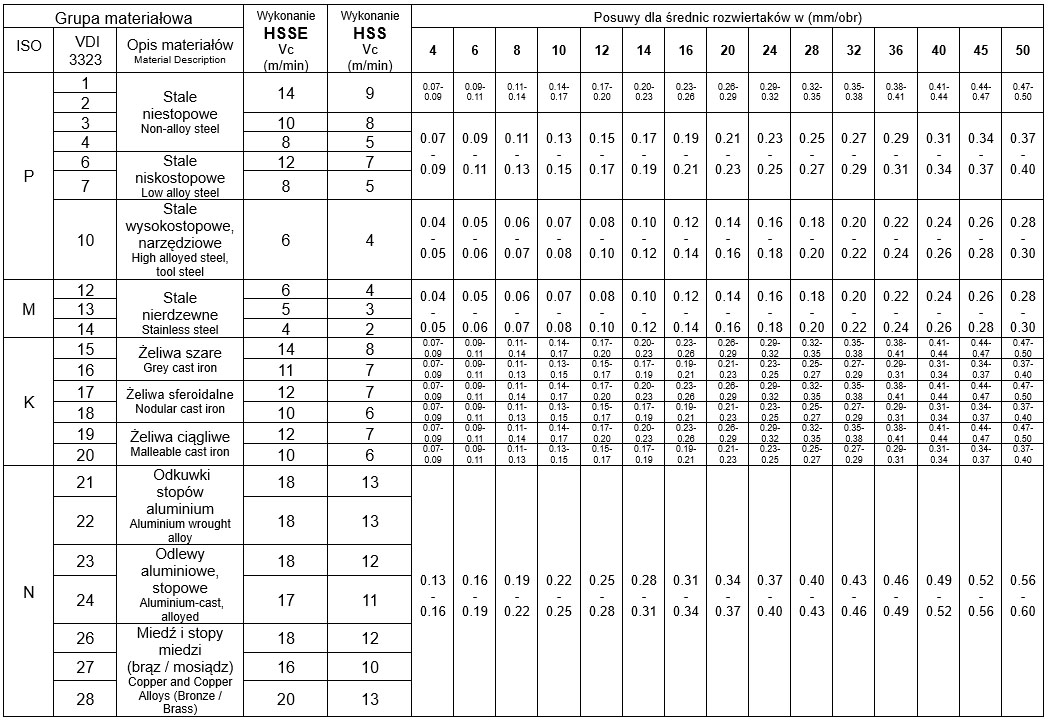
Parametry pracy (Vc oraz fn) dal rozwiertaków VHM monolity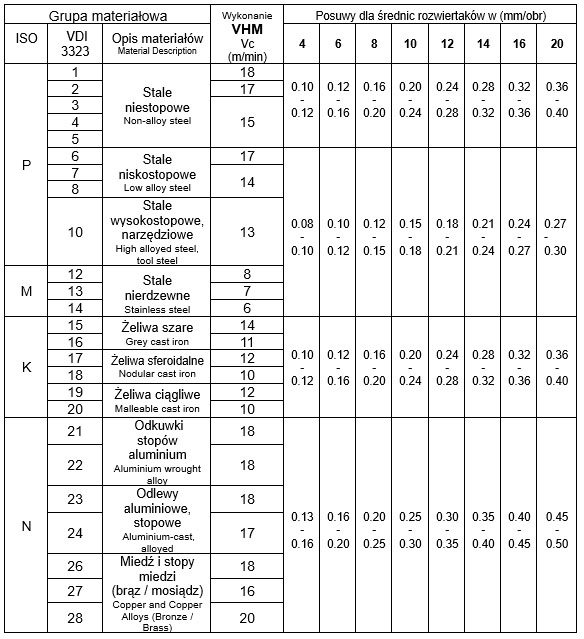
Przedstawione rozwiertaki Stalowe i Węglikowe są tylko wybranymi pozycjami z szerokiej oferty YG-1 Poland, a wszystkie produkowane i oferowane rozwiertaki YG-1 znajdują się w naszym katalogu.
Zapraszam do składania przez klientów zapytań do naszych doradców technicznych którzy odpowiedzą na pytania i przedstawią odpowiednie oferty handlowe.
Opracowanie artykułu:
Andrzej Cieplak
Product manager – narzędzia obrotowe, wiercenie, gwintowanie