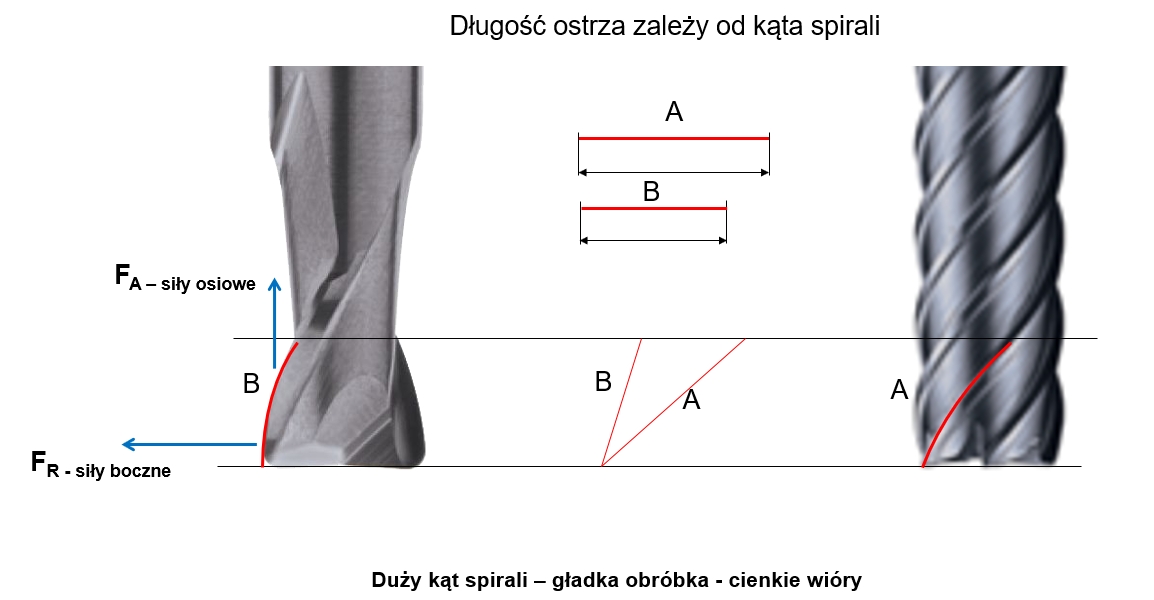
Im większy kąt spirali, tym dłuższa będzie krawędź skrawająca dla danej głębokości skrawania. Zaletą jest to, że wiór jest rozłożony na dłuższej krawędzi skrawającej, więc naprężenia na krawędzi skrawającej są mniejsze. Sama spirala ma za zadanie nie tylko usuwanie wiórów, rdzeń w lewym przykładzie jest również nieco mniejszy niż w przykładzie ze stabilnym rdzeniem po prawej stronie. Lewy przykład jest świetny dla metali nieżelaznych prawy do twardych materiałów. Siły skrawania rozkładają się na większą odległość. Efektem jest gładka obróbka
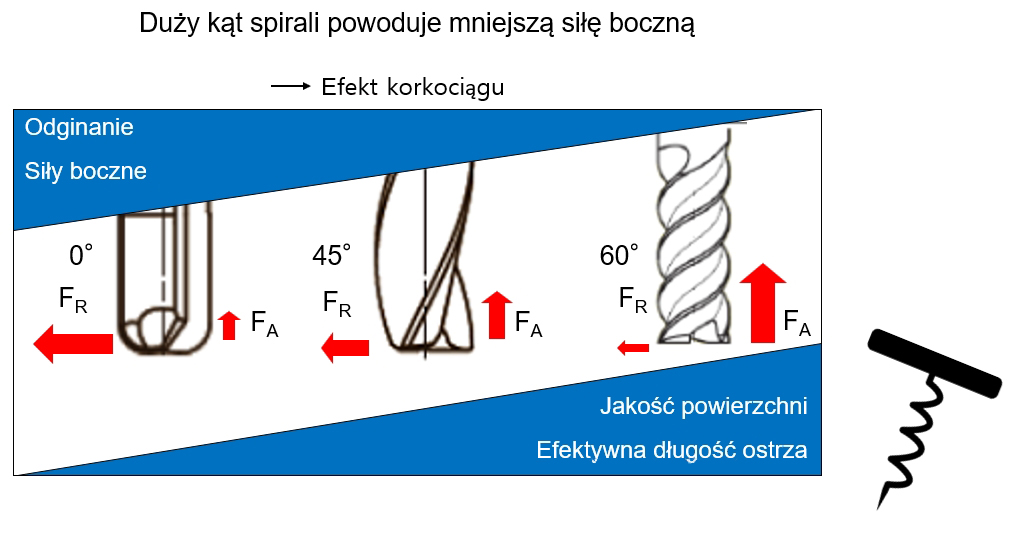
Większy kąt spirali powoduje mniejszą siłę boczną. Zwłaszcza obróbka problematycznych materiałów takich jak stal nierdzewna i superstopy może skorzystać ze zwiększonego kąta skrętu i łagodnej obróbki. Wyższy kąt skrętu powoduje większe siły wzdłuż osi. Należy wybrać uchwyt z dobrym trzymaniem osiowym: Weldon, Oprawki o zwiększonej sile zacisku,
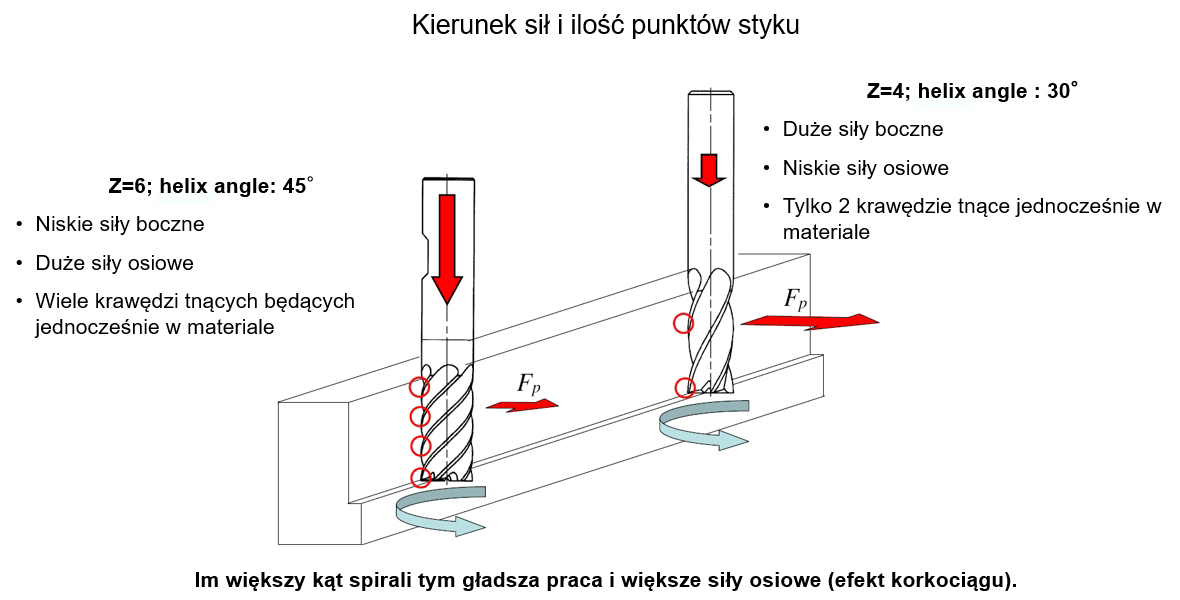
Wióry są transportowane do góry (jeśli maszyna pionowa) co oznacza, że może to być korzystne przy obróbce form. Im większy kąt spirali, tym większe obciążenie osiowe i moment obrotowy maleje. Większy kąt spirali powoduje również dłuższe nacięcie w przedmiocie obrabianym, a tym samym gładką obróbkę z lepszą jakością powierzchnią i wyższe posuwy.
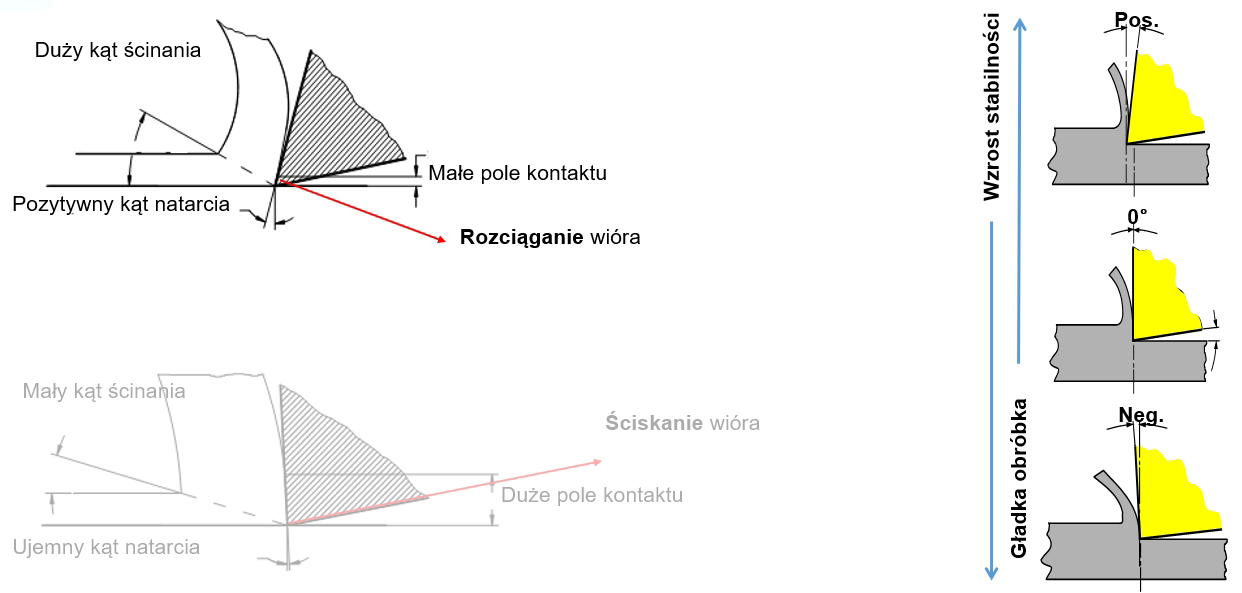
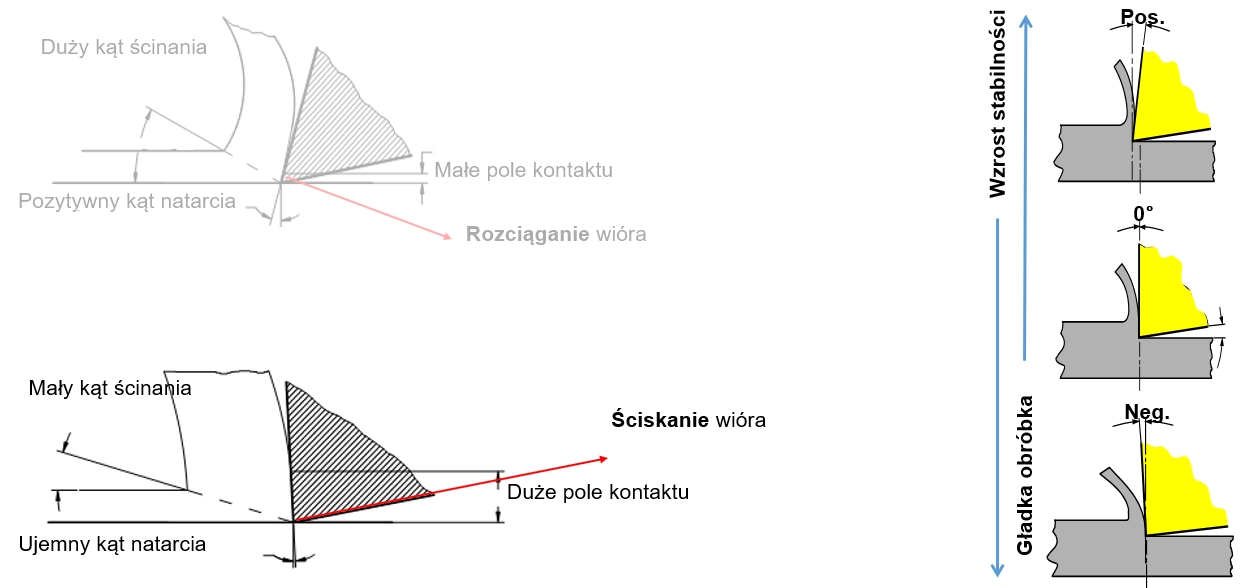
Kąt natarcia decyduje o działaniu i sile cięcia narzędzia
Dodatni kąt natarcia przy stalach miękkich, aluminium i stalach nierdzewnych
Na przykład Alu-Power HPC

Pozytywny kąt natarcia zęba we frezach do Aluminium.
-Do szybkiej obróbki aluminium w celu zmniejszenia kosztów produkcji
-Niepokryte i pokryte DLC Frezy z węglików spiekanych o mikro ziarnie
∅6 do ∅25 mm
Najważniejsze atrybuty
-3 pióra do samej osi, w pełni wyważone, równe indeksy, równe spirale - do 35 000 obr.
-Polerowanie przy pierwszej sekcji ostra zapobiega narostom i pomaga w odprowadzaniu wiórów
-Powłoka DLC dla bardziej ściernego aluminium (duża zawartość krzemu, MMC)
-Duży zakres promieni naroża i różne długości szyjki
Docelowe materiał
-Lotnicze aluminum (Al7075 BOEING), stopy aluminiowo – litowe (AIRBUS)
Zastosowania
-Lotnictwo: Części strukturalne takie jak panele, siatki ISO, głowice
Ujemny kąt natarcia przy stalach o średniej zawartości węgla i stale twarde
Na przykład CBN End mills
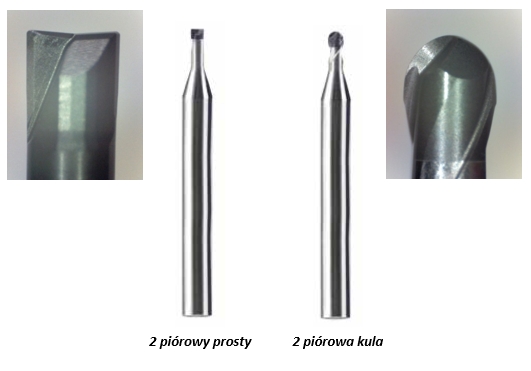
Ujemny kąt natarcia we frezach do najtwardszych materiałów
-Obróbka z dużymi prędkościami stali hartowanych
-Wysoka zawartość borazonu zapewnia doskonałą odporność na uderzenia i bardzo dobrą stabilność chemiczną
-Możliwość stosowania najwyższych prędkości obrotowych przy jednoczesnym tworzeniu innych wiórów niż w przypadku frezów węglikowych
-Frezy ostre ∅0,5 do ∅2 mm
-Frezy kuliste ∅0,4 do ∅3 mm
Najważniejsze atrybuty
-Dokładna tolerancja ±0.005mm dla frezów kulistych
-Tolerancja promienia naroża ±0.005mm dla frezów prostych
-Lustrzane wykończenie powierzchni
-Najostrzejsze krawędzie detalu
Docelowe materiały
-Stale hartowane od HRc 50, do HRc70
Zastosowania
-Przemysł formierski: Operacje wykańczania w celu uzyskania mikrostruktur lub tekstur z najwyższą dokładnością
W przypadku pytań zapraszamy do kontaktu