Przeciętny użytkownik niewiele się zastanawia nad powłokom na swoich narzędziach, tymczasem jest to główne pole walki konkurencyjnej między producentami narzędzi. To tutaj naukowcy ścigają się o uzyskanie lepszych wyników z zachowaniem rozsądnego kosztu wytworzenia powłoki.
Poniżej pragnę przytoczyć kilka informacji o podstawowych rodzajach powłok, a przede wszystkim o ich mocnych i słabych stronach. Artykuł nie wyczerpuje tematu, chodzi o zarysowanie podstaw.
1. Powłoki CVD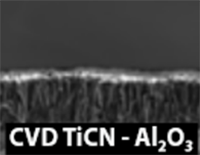 To jest rodzaj powłoki wytwarzanej w procesie chemicznym indukowanym wysoką temperaturą ok. 1000¬¬⁰C.
To jest rodzaj powłoki wytwarzanej w procesie chemicznym indukowanym wysoką temperaturą ok. 1000¬¬⁰C.
W dużym uproszczeniu - pierwiastki z których ma powstać powłoka są dostarczane do strefy powlekania w postaci gazowej. Tam w wyniku reakcji chemicznej na powierzchni narzędzia powstaje żądana warstwa. Jej skład zależy od doprowadzonych gazów, a ich kolejność zostaje odwzorowana w postaci kolejnych warstw o różnym składzie. Stosuje się związki: TiN, TiC, TiCN, Al¬¬2O3 i w praktyce zawsze powłoki te są wielowarstwowe, całkowita grubość w praktyce wynosi od 7 do 15 µm. Generalnie im grubsza tym lepiej, jednak z grubością warstwy rośnie koszt jej wytworzenia.
Główne zalety:
- Świetna odporność na wysokie temperatury.
- Wysoka wytrzymałość mechaniczna.
- Bardzo dobre przyleganie do podłoża.
Słabe strony:
- Powierzchnia nie jest tak gładka jak w PVD, więc materiał obrabiany może się przyklejać.
- Podatność na szok termiczny w porównaniu z powłokami PVD (opisanymi niżej).
- Grubości powłoki powoduje duże zaokrąglenie krawędzi tnącej, chociaż to nie zawsze przeszkadza.
- Wysoka temperatura procesu powoduje obniżenie udarności narzędzia w strefie powierzchni.
Najlepsze zastosowania:
Powłoki te są najbardziej odporne na powstawanie krateru (wypalanie powierzchni natarcia). To znaczy, że sięgamy po nie wszędzie tam gdzie zależy nam na wysokiej wydajności, czyli wysokim Vc, szczególnie w toczeniu.
2. Powłoki PVD Tutaj cząsteczki nanoszone są w procesie fizycznym, którego istotą jest kondensacja cząsteczek pary określonego materiału na powierzchni narzędzia. Jest kilka rodzajów procesu z czego najczęściej stosowane jest rozpylanie katodowe. Proces odbywa w się w temperaturach o połowę niższych niż przy powłokach CVD. Proces PVD daje większe możliwości co do składu powłoki, można tu grać prawie każdym pierwiastkiem, jego azotkiem, węglikiem czy tlenkiem.
Tutaj cząsteczki nanoszone są w procesie fizycznym, którego istotą jest kondensacja cząsteczek pary określonego materiału na powierzchni narzędzia. Jest kilka rodzajów procesu z czego najczęściej stosowane jest rozpylanie katodowe. Proces odbywa w się w temperaturach o połowę niższych niż przy powłokach CVD. Proces PVD daje większe możliwości co do składu powłoki, można tu grać prawie każdym pierwiastkiem, jego azotkiem, węglikiem czy tlenkiem.
Powłoki te są wielowarstwowe, składają się nawet z ponad tysiąca warstw o grubości kilku nanometrów, a całkowita grubość powłoki w narzędziach skrawających nie przekracza 7µm.
Główne zalety:
- Odporność na szok termiczny dzięki czemu tak świetnie sprawdza się we frezowaniu
- Wysoka gładkość powłoki daje odporność na powstawanie narostu.
- Niewielka grubość nie wpływa tak bardzo jak CVD na zaokrąglenie krawędzi.
- Proces PVD nie obniża udarności wierzchniej warstwy narzędzia.
Słabe strony:
- Niższa odporność na wysokie temperatury. To oznacza że nie możemy tu stosować
Niższa odporność na wysokie temperatury jest faktem który musimy uwzględnić dobierając narzędzie do naszego zastosowania. Poniżej podaję rodzaje powłok PVD w kolejności od najmniej do najbardziej odpornej na wysokie temperatury, oraz główny zakres zastosowania.
TiCN - Stale, w tym stopowe, stale nierdzewne, konieczne chłodzenie.
TiN - Najbardziej rozpowszechniony standard. Stale niestopowe, żeliwo, wskazane chłodzenie.
TiAlN - Stale stopowe, nierdzewne, stopy żarowytrzymałe, żeliwo. Chłodzenie przeważnie zbędne.
AlTiN – Stale stopowe i nierdzewne, chłodzenie przeważnie zbędne.
Podsumowanie
Jak już po tym skróconym materiale widać, że nie ma czegoś takiego jak powłoka idealna, uniwersalna do wszystkiego. Bardzo się różnią i mają swoje słabe i mocne strony. Pewne zalety niosą ze sobą zawsze jakieś minusy, co powoduje, że określone narzędzie sprawdza się w danych warunkach, a innych pozornie podobnych już nie.
Jeżeli do tego dodacie różne gatunki węglika i geometrie to sprawa robi się dość złożona. I całe szczęście, bo kto potrzebowałby doradców techniczno-handlowych?
A kontakt do doradców techniczno-handlowych znajdziecie tutaj. W razie dodatkowych pytań zapraszamy.
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe