Na rynku funkcjonuje kilka standardowych systemów mocowania płytek i na pierwszy rzut oka można się zastanawiać czy aby wszystkie są potrzebne.
Moim zdaniem nie. Nie sposób zdecydować się na jeden, który rozwiąże nam wszystkie problemy, ale z niektórych na pewno możemy zrezygnować. Jeżeli jesteś niecierpliwy, przejdź od razu do podsumowania, ale lepiej zapoznać się z całością i mieć świadomość jakie są możliwości, jakie są zalety i ograniczenia różnych systemów. W ich opisie pomijam mocowanie płytek podporowych, żeby nie zaciemniać głównego tematu jakim jest wybór systemu mocowania.
Pod koniec znajdziesz też uwagę na temat części zamiennych.
Mocowanie płytek negatywnych
1. Mocowanie „C” – do płytek bez otworu (np. nóż CTJNR)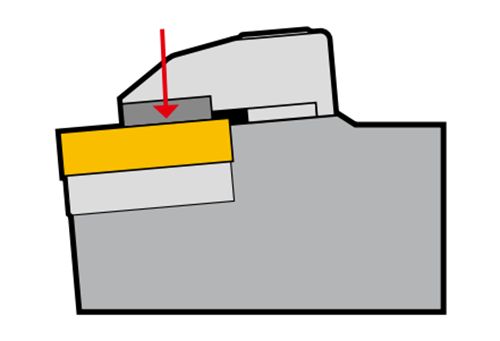 Poza nielicznymi przypadkami jak np. płytki KNUX, mocowanie to obecnie ma sens jedynie w połączeniu z płytkami ceramicznymi.
Poza nielicznymi przypadkami jak np. płytki KNUX, mocowanie to obecnie ma sens jedynie w połączeniu z płytkami ceramicznymi.
Jeżeli stosujesz je u do płytek z węglika, a wykonujesz normalne prace tokarskie, to zapraszam do zapoznania się z nowoczesnymi płytkami otworowymi, z całą różnorodnością geometrii dających ogromne możliwości wpływania na proces skrawania. Podsumowując – jeżeli nie toczysz ceramiką, wyrzuć te noże.
2. Mocowanie „M” (np. nóż MTJNR)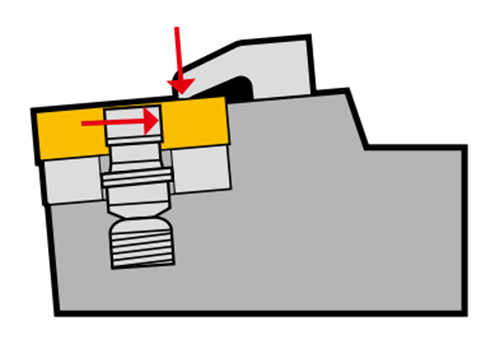 Mocowanie odbywa się poprzez przekręcenie mimośrodowego kołka znajdującego się w otworze mocowanej płytki, następnie dociśnięcie śrubą łapy zabezpieczającej płytkę.
Mocowanie odbywa się poprzez przekręcenie mimośrodowego kołka znajdującego się w otworze mocowanej płytki, następnie dociśnięcie śrubą łapy zabezpieczającej płytkę.
Mocowanie „M” jest dobrym rozwiązaniem, lecz powoli wycofywanym u części producentów ze względu na to, że powstały wygodniejsze rozwiązania.
3. Mocowanie „P” (np. nóż PTJNR)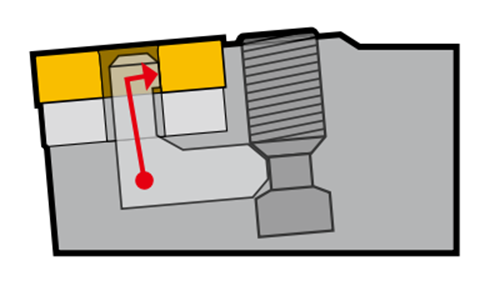 Mocowanie następuje poprzez obrót śruby poruszającej dźwignię mocującą znajdujące się wewnątrz noża.
Mocowanie następuje poprzez obrót śruby poruszającej dźwignię mocującą znajdujące się wewnątrz noża.
Dużą zaletą tego rozwiązania jest brak elementów mocujących wystających z noża w strefie obróbki. Dzięki temu zapewniony jest niczym nie zakłócony swobodny spływ wiórów. Ta cecha jest szczególnie ważna przy toczeniu otworów, oraz w obróbce ciężkiej, podczas której gorące wióry o znacznych przekrojach szybko uszkodziłyby łapę dociskową. Rozwiązanie to ma jedną wadę. Siła dociskowa jest stosunkowo niewielka. Podczas obróbki ciężkiej nie stanowi to problemu gdyż siły skrawania zapewniają bezpieczne osadzenie płytki w gnieździe. Podczas konwencjonalnej obróbki mocowanie to nie zawsze się sprawdza, dochodzi niekiedy do „podnoszenia” i „wyciągania” płytki w gnieździe przy niefrasobliwym programowaniu. Dlatego w noże z programu YG-1 wyposażone są w opcjonalną łapę dociskową, taka jak w mocowaniu „M” z której możemy korzystać, lub nie.
4. Mocowanie „T”, występuje często jako „D” (np. noże TTJNR lub DTJNR – to to samo)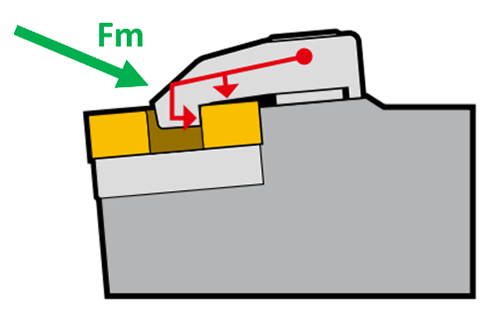 To moje ulubione mocowanie, chociaż też ma swoją wadę, ale o tym potem. Mocowanie odbywa się jedną łapą dociskową poruszającą się pod pewnym kątem, dzięki czemu działająca na otwór płytki siła wypadkowa Fm wciąga ją w gniazdo, jednocześnie dociskając do płytki podporoowej.
To moje ulubione mocowanie, chociaż też ma swoją wadę, ale o tym potem. Mocowanie odbywa się jedną łapą dociskową poruszającą się pod pewnym kątem, dzięki czemu działająca na otwór płytki siła wypadkowa Fm wciąga ją w gniazdo, jednocześnie dociskając do płytki podporoowej.
To najmocniejsze i najbardziej stabilne mocowanie potrafiące podnieść trwałość płytki w stosunku do mocowania „P” nawet do 30%. Obsługa takiego noża jest też bardzo wygodna, bo dostęp do śruby poruszającej łapę jest od góry i od dołu. Element mocujący jest wykonany jako nierozbieralny komplet stanowiący jeden element, który nam się nie rozsypie w stu kierunkach gdy nadmiernie odkręcimy śrubę.
Oczywiście jest też wada w postaci niemałej łapy dociskowej. Przy toczeniu otworów może ona utrudnić ewakuację wiórów, ogranicza też minimalną średnicę otworu dla danego narzędzia. Wytaczakiem w systemie „P” zmieścimy się w mniejszym otworze niż systemem ”T” i nie zapchamy odpływu wiórów.
Mocowanie płytek pozytywnych
Tu sprawa jest prosta bo jest jedno mocowanie.
5. Mocowanie „S”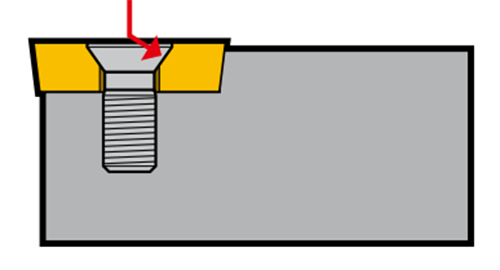 Płytka, wkręt i gotowe. Przy większych rozmiarach jest też płytka podporowa. Nie ma tu żadnych wystających elementów. Idealne rozwiązanie do automatów szwajcarskich i wytaczaków.
Płytka, wkręt i gotowe. Przy większych rozmiarach jest też płytka podporowa. Nie ma tu żadnych wystających elementów. Idealne rozwiązanie do automatów szwajcarskich i wytaczaków.
Co wybrałbym dla siebie?
Gdybym uzbrajał tokarkę dla siebie, zastosowałbym:
• noże zewnętrzne w systemie „T” (występuje też jako „D”)
• wytaczaki w systemie „P”
• wytaczaki do małych średnic na płytki pozytywne i system „S”.
Uważaj na części zamienne.
Wszystkie noże wyglądają podobnie, ale producenci mają różnych dostawców części zamiennych. To znaczy, że nie w każdym przypadku te części zamienne są ze sobą kompatybilne. Łapy dociskowe, dźwignie i inne drobiazgi różnych producentów przeważnie do siebie nie pasują. Nie sprawdzałem jak to jest z płytkami podporowymi, ale nie ryzykowałbym. Dlatego jeżeli macie noże jakiegoś producenta i potrzebujecie części zamienne, radzę je kupić od producenta danego noża. Wtedy zawsze będziecie mieli spokój.
Opracowanie artykułu:
Lech Wyród
Product manager – narzędzia płytkowe
W razie dodatkowych pytań zapraszamy do kontaktu