Wiercenie głębokich otworów 10 x D - 30 x D, wiertłami serii Dream Drill MQL
W ofercie firmy YG-1 znajduje się asortyment wierteł Dream Drill MQL, który z powodzeniem można stosować do głębokiego wiercenia. Końcowy skrót MQL oznacza Minimum Quantity Lubrication, który definiuje wszystkim użytkownikom, że wiertła tej serii pracują z minimalną ilością chłodzenia i smarowania. Najczęściej wiertła serii Dream Drill MQL wykorzystywane są w branży Die & Mold przy wykonywaniu kanałów chłodzących w formach wtryskowych. Oczywiście wykorzystuje się je także w przemyśle samochodowym, wykonując otwory olejowe w wałach korbowych i przekładniach. Wiertła tej serii pracują skutecznie również w przemyśle maszynowym wiercąc otwory jako elementy hydrauliki.
Wiertła produkowane przez YG-1 nie wymagają specjalnej wiertarki do wiercenia głębokich otworów, na których pracują standardowe wiertła lufowe. Wiertła Dream Drill MQL wymagają jedynie odpowiednich obrotów, posuwu i sztywności mocowania w maszynach sterowanych numerycznie (CNC).
Przystąpienie do wiercenia Dream Drill MQL, jak to dobrze zrobić.
Wiertła serii MQL najlepiej zamocować w oprawkę hydrauliczną podającą chłodziwo przez narzędzie, wtedy mamy optymalne mocowanie i warunki pracy. Oczywiście może być też inny rodzaj oprawki, ale musi ona spełniać warunki maksymalnej sztywności trzymania narzędzia za chwyt, minimalnego bicia ostrzy, podawania emulsji olejowej bez straty ciśnienia.
Wielkość ciśnienia podawanego do przestrzeni obróbczej jest przedstawiana w katalogu YG-1 indywidualnie dla każdego wykonania długości wierteł w zakresie 10 x D 30 x D.
Oczywiście detal obrabiany też musimy zamocować sztywno i sprawdzić czy nie będzie wpadał w wibracje, bo to dorowadzi do tzw. bicia detalu na tokarce, lub rezonansu płyty podczas prac na frezarce.
Do sprawdzenia wibracji w tokarkach lub frezarkach wystarczy sonda, która jest w każdej maszynie CNC.
Przed długim wierceniem wiertłami MQL musimy zrobić krótki otwór pilotujący.
Oczywiście pamiętamy, że wiertło pilotujące i wiertło główne MQL musi mieć ten sam kąt wierzchołkowy. Dodatkowo pamiętamy, że średnica wiertła pilotującego w zależności od średnicy musi być większa o kilkanaście mikronów (np.: pilot z większą średnicą o 20 m, tj.: 0,02 mm od wiertła MQL), niż wiertła głównego do głębokiego wiercenia serii MQL. Minimalna głębokość otworu pilotującego to 2 x D.
Aby szybko i sprawnie dobrać kąty wierzchołkowe i mikronowe różnice na wiertle głównym MQL i pilotującym, to musimy wiedzieć, jak wiertła są wykonane. Wiertła do głębokiego wiercenia serii MQL są wykonane w tolerancji „h7” i do nich należy wziąć wiertło pilotujące w tolerancji „m7”.
Jako pierwszym i najlepszym wyborem na wiertło pilotujące będzie wybranie średnicy z serii Dream Drill Inox.
Dopuszcza się na wiertło pilotujące wybranie średnicy z serii Dream Drill Pro, lub Dream Drill General.
Przykład wiertła pilotującego jako najlepszy i pierwszy wybór:
Wiertło pilot - Dream Drill Inox 3 x D > DH451080 o średnicy roboczej 8,0 m7
Wiertło główne - Dream Drill MQL 15 x D > DHM15080 o średnicy roboczej 8,0 h7
Przykład wiertła pilotującego jako dopuszczalny wybór:
Wiertło pilot - Dream Drill General 3 x D > DH423060 o średnicy roboczej 6,0 m7
Wiertło główne - Dream Drill MQL 15 x D > DHM15060 o średnicy roboczej 6,0 h7
Poniższa grafika przedstawia pola tolerancji „h7” i „m7” dla różnego zakresu średnic. 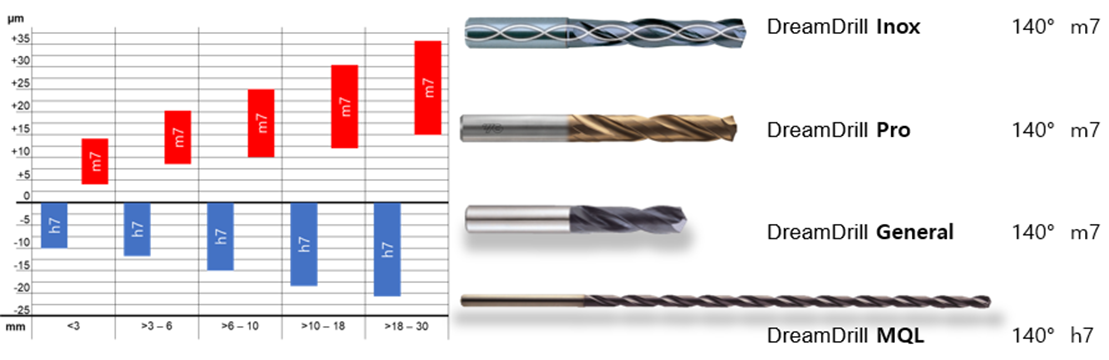
Stosowanie wiertła Dream Drill MQL i poszczególne istotne parametry:
Wiertła MQL przy małych średnicach i dużych wysięgach wprowadzamy do otworu pilotującego na lewych obrotach i bez włączonego chłodzenia wewnętrznego. Wtedy zabezpieczamy krawędzie ostrzy i redukujemy możliwość wystąpienia ugięcia i wibracji wiertła. Włączamy chłodzenie wewnętrzne, gdy ostrza wiertła MQL zbliżą się do dna otworu pilotującego na 5 mm.
Należy pamiętać, że chłodziwo przy wysięgach wiertła 30 x D potrzebuje trochę więcej czasu na pokonanie i wtedy możemy włączyć chłodziwo na 7-8 mm od dna otworu pilotującego.
Po włączeniu chłodziwa włączamy prawe obroty narzędzia i wrzeciona maszyny.
Podczas pracy wiertła MQL stosujemy kilka podstawowych zasad, które skutkują zwiększeniem trwałości
- Wiertła te lubią pracować przy stabilnym obciążeniu, nie lubią pracować metodą powiercania
- Wiertła nie lubią pracować na szybkich posuwach (przy wprowadzaniu ich w otwór pilotujący jak i przy skończonej pracy przy wyjściu z otworu)
- Wprowadzamy wiertło na sucho bez chłodzenia tak jak wyżej opisałem
- Wprowadzamy wiertło na lewych obrotach w otwór pilotujący
- Chłodziwo włączamy w odpowiednim momencie i odpowiedniej odległości od dna otworu pilotującego
- Przełączamy wiertło na prawe obroty wrzeciona po włączeniu chłodzenia przez narzędzie
- Dobieramy parametry obrotowe i posuwy i wpisujemy je w program maszyny CNC
- Podczas pracy wiertła nie zmieniamy wartości obrotów i wartości posuwu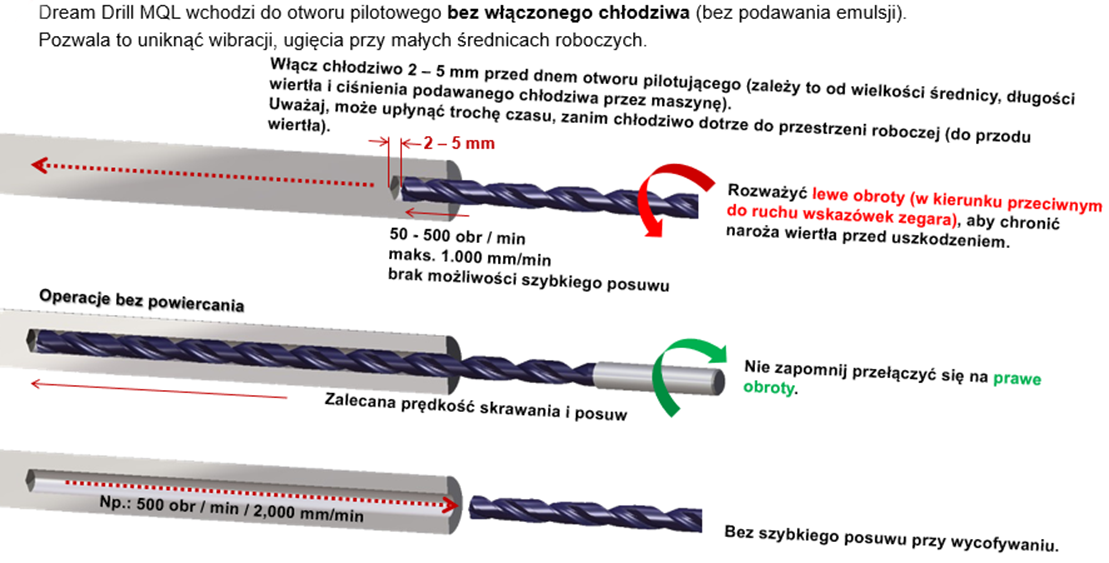
Przykład zastosowania różnych parametrów w celu optymalizacji Dream Drill MQL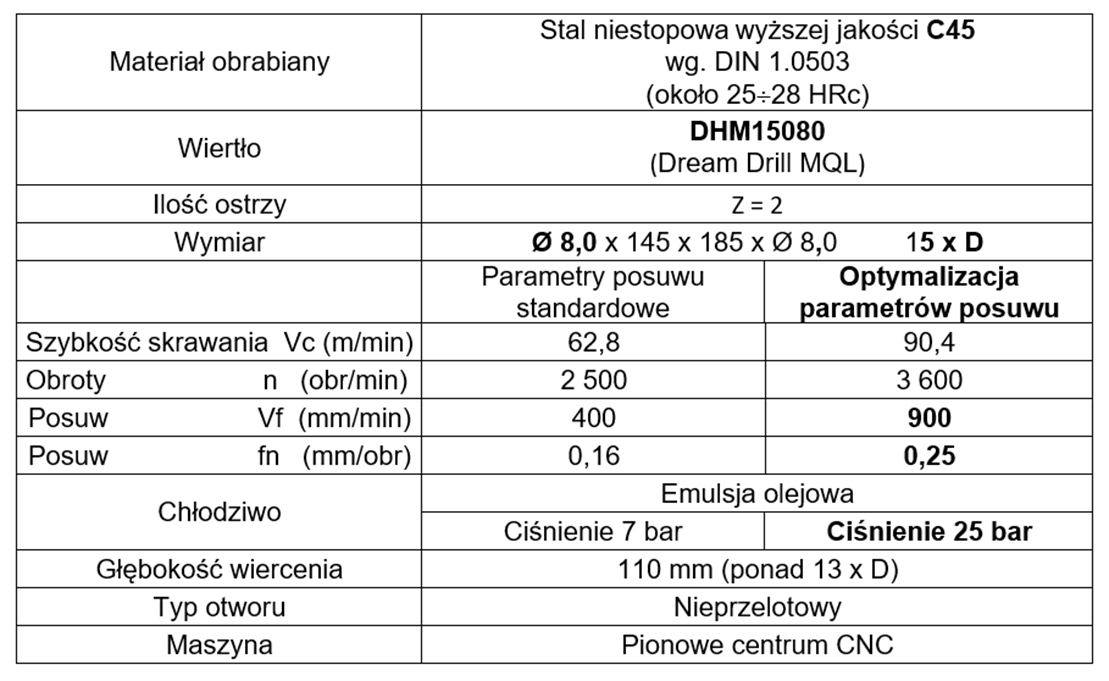
Jeśli pojawią się dodatkowe pytania w zakresie Dream Drill MQL, to nasi doradcy techniczni są do Waszej dyspozycji kontakt