JAKO METODY OBRÓBKI SZYBKOŚCIOWEJ
Frezowanie z dużymi prędkościami (HighSpeedMilling)
• Ogólne pojęcie obejmujące wiele scenariuszy.
• Wszystkie strategie koncentrują się na zwiększeniu parametrów skrawania w celu poprawy MRR - Material Removal Rate - szybkości usuwania materiału
• Definiującym efektem jest zwiększenie liczby obrotów na minutę
Obróbka wysokowydajna (HighEfficiencyMachining)
• Strategia frezowania, która wykorzystuje stałe zaangażowanie narzędzia w celu zwiększenia wydajności.
• Często łączona z zasadami HSM
• Czynnikiem definiującym jest stałe zaangażowanie narzędzia i ograniczone „cięcie powietrza”
Obróbka z dużymi posuwami (HighFeedMachining)
• Strategia frezowania wykorzystująca osiowe pogrubianie wiórów i niską głębokość skrawania, przy łagodnym kącie wejścia dla zwiększenia prędkości posuwu
• Stosowana zwykle ze specjalnymi frezami HighFeed do dużego posuwu, przeznaczonymi do określonych zastosowań
• Czynnikiem determinującym jest zwiększone obciążenie wiórami
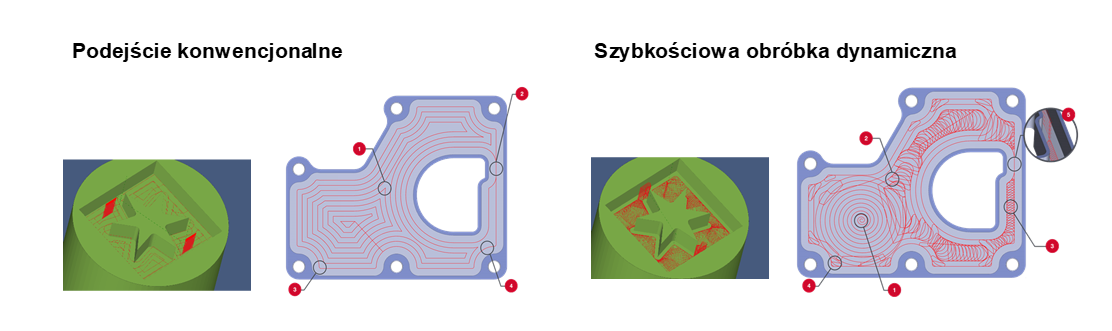
Porównanie metody konwencjonalnej i frezowania szybkościowego
Podejście konwencjonalne
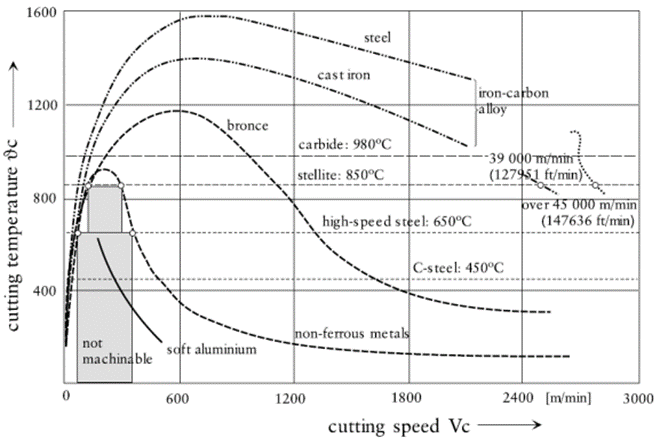
| Frezowanie szybkościowe • Wysokie prędkości Vc • Wysoki posuw Vf • Lekkie i cienkie wióry • Stała grubość wióra • Obniżone temperatury skrawania • Niskie siły skrawania • Wydłużona trwałość narzędzia • Zmniejszenie zapasów narzędzi • Skrócenie czasu cyklu i obniżenie kosztów |
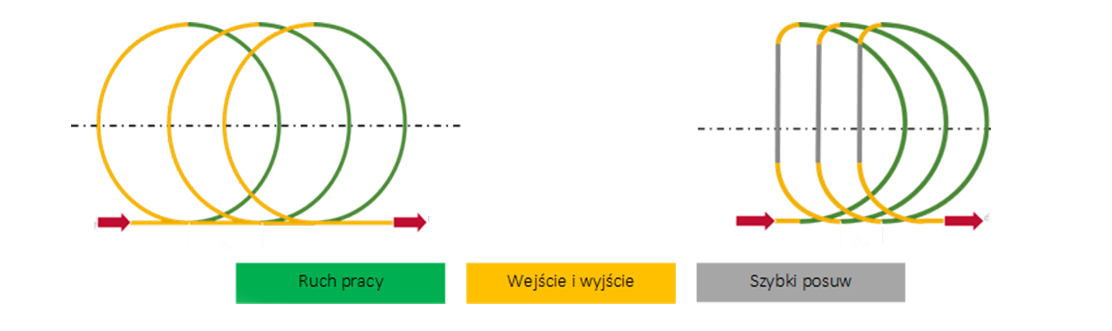
Trochoida
| Obróbka dynamiczna
|
| Koncepcja • Przeniesienie podstawowej idei kontroli grubości wiórów do procesów dynamicznych • Dynamiczne dostosowywanie posuwu w zależności od Ae i kąta opasania za pomocą inteligentnego oprogramowania CAM • Wykorzystanie interpolacji spiralnej, D-lines i cykli morfingu • Cykle dostosowane do kształtu przedmiotu obrabianego i materiału. | Wymagania
|
Obróbka dynamiczna pozwala optymalizować nie tylko Vc, Fz, Ap i Ae
Korzyści:
Dla narzędzia:
• Lepsze odprowadzanie wiórów
• Pełne wykorzystanie długości krawędzi skrawającej
• Możliwa większa prędkość skrawania i posuw na ząb
Dla procesu obróbki:
• Znacząco zmniejszone obciążenie wiórami na krawędź skrawającą
• Obniżona temperatura podczas procesu obróbki
• Skrócenie czasu cyklu i zwiększenie trwałości narzędzia
Dla centrum obróbczego:
• Zmniejszone wymagania dotyczące momentu obrotowego i mocy maszyny, ponieważ stosowane są narzędzia o mniejszej średnicy.
• Mniejsze ryzyko uszkodzenia wrzeciona w wyniku wahań momentu obrotowego oraz zmniejszenie szczytowych momentów obrotowych powodowanych przez konwencjonalne procesy frezowania.
• Uwzględnienie zmian na rynku poprzez wykorzystanie obrabiarek z wysokimi obrotami wrzeciona, wcześniej przeznaczonych do obróbki aluminium, a obecnie do obróbki stali nierdzewnej, tytanu i innych wymagających zastosowań.
Polecane narzędzia YG-1 do obróbki trochoidalnej i dynamicznej
TITANOX-Power | V7 Plus |
X-POWER PRO | ALU-POWER HPC |
Jeżeli macie dalsze pytania, jesteśmy do Waszej dyspozycji kontakt