Różnie są nazywane: wygniataki, gniotowniki, nagniataki, ale generalnie wszystkie są przeznaczone do plastycznego formowania gwintu. Najczęściej narzędzia te nazywane są wygniatakami i stosowane są do bezwiórowej obróbki gwintów wewnętrznych. Tak, wygniataki nie tworzą wiórów podczas swojej pracy i to jest ich atut.
Dodatkowo ten proces formowania gwintu na zimno nie przerywa tzw. linii włókien materiałowych, co daje wzmocnienie materiału poprzez zgniot, widocznych na zdjęciu poniżej: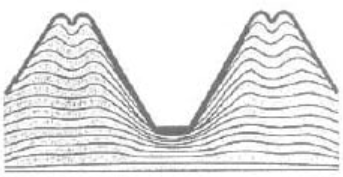 Dzięki takiemu procesowi kształtowania gwintu, otrzymujemy gwinty o dobrej jakości powierzchni, dużej sprawności połączenia jak również dokładny wymiar średnicy podziałowej.
Dzięki takiemu procesowi kształtowania gwintu, otrzymujemy gwinty o dobrej jakości powierzchni, dużej sprawności połączenia jak również dokładny wymiar średnicy podziałowej.
Należy pamiętać o kilku stałych zasadach podczas stosowania wygniataków:
1. Średnice wierteł pod gwinty dla wygniataków są zawsze większe niż wiertła pod gwintowniki. Dlatego też, nie można po wywierceniu otworu pod wygniatak zamienić narzędzia na gwintownik. Trzymamy się zasady > wiercę otwór pod wygniatak i potem pracuje tylko wygniatakiem.
Przykład: Mam wygniatak M8 – 6HX, to wiercę otwór o średnicy 7,4. Mam gwintownik M8 – 6H, to wiercę otwór o średnicy 6,8.
W katalogu YG-1 Poland w rozdziale gwintowanie, pod ikoną wiertła są właściwe średnice wierteł pod wygniataki i gwintowniki dla wszystkich wymiarów i rodzaj gwintu.
2. Jak określić, kiedy otwór pod wygniatak jest dobry, a kiedy jest zły.
- gdy zastosuję średnicę wiertła za małą, pod konkretny wymiar gwintu, wtedy wierzchołki zarysu gwintu będą zaciśnięte (zarys pierwszy z lewej z „-”).
- gdy zastosuję średnicę wiertła za dużą, pod wymiar gwintu, wtedy wierzchołki zarysu nie powstaną lub będą rozwarte (zarys pierwszy z prawej z „-”).
- gdy zastosuję właściwą średnicę wiertła pod wygniatak, wierzchołki zarysu będą miały małą przerwę na swoim wierzchołku (dwa zarysy środkowe z „+”)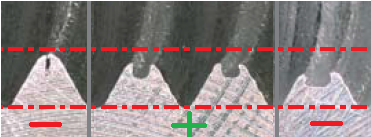
3. Wygniataki formują gwint poprzez tarcie, dlatego trzeba stosować środki smarujące. Mogą to być różnego rodzaju pasty, oleje lub emulsje olejowe (te ostatnie o stężeniu powyżej 6%). Stosując smarowanie wygniataków zwiększamy ich trwałość. Wszystkie wygniataki YG-1 mają jedną wspólną ikonę GV, która wyróżnia te narzędzia spośród całej szerokiej oferty produktowej narzędzi do wykonania gwintów.
Wszystkie wygniataki YG-1 mają jedną wspólną ikonę GV, która wyróżnia te narzędzia spośród całej szerokiej oferty produktowej narzędzi do wykonania gwintów.
Najczęściej oferowane i sprzedawane są wykonania TD703. Wygniataki te wykonane są ze stali szybkotnącej kobaltowej, posiadają luki olejowe, tworzą gwint w tolerancji 6HX i mają powłokę TiN (azotek-tytanu). 
Jednak przy detalach, które podlegają np.: ocynkowaniu, czyli mają obróbkę galwaniczną, najczęściej dobieramy wygniataki serii TD713. Wygniataki te, są takie same jak wcześniej wymienione, tylko ich tolerancja gwintu jest 6GX.
Do wykonania krótkich gwintów w cienkich blachach polecamy wygniataki TD723. Narzędzia te są bardzo podobne do pierwszego rodzaju wygniataków, ale są bez luk olejowych.
Do materiałów z plastycznych stali stopowych, które w swoim składzie mają pierwiastki takie jak chrom, nikiel zalecamy z powodzeniem wygniataki z powłoką wielowarstwową TiAlN (glinko-azotek-tytanu) serii TY703. 
Ostatnia nowość jaką wprowadziliśmy do portfolio YG-1 to są wygniataki serii TTS37 SYNCHRO. Wygniataki te cieszą się dobrą opinią ze względu na uniwersalność zastosowania do różnych materiałów obrabianych i na różnych maszynach. Narzędzie to wykonane jest ze stali narzędziowej proszkowej HSS-PM, posiada geometrię i powłokę do większych prędkości i cechuje je zwiększona trwałość co jest ważnym argumentem dla użytkowników. 
Jeżeli macie dalsze pytania w zakresie doboru wygniataków, jesteśmy do Waszej dyspozycji kontakt,