Kilka prostych zasad może niezwykle ułatwić operacje odcinania i toczenia rowków.
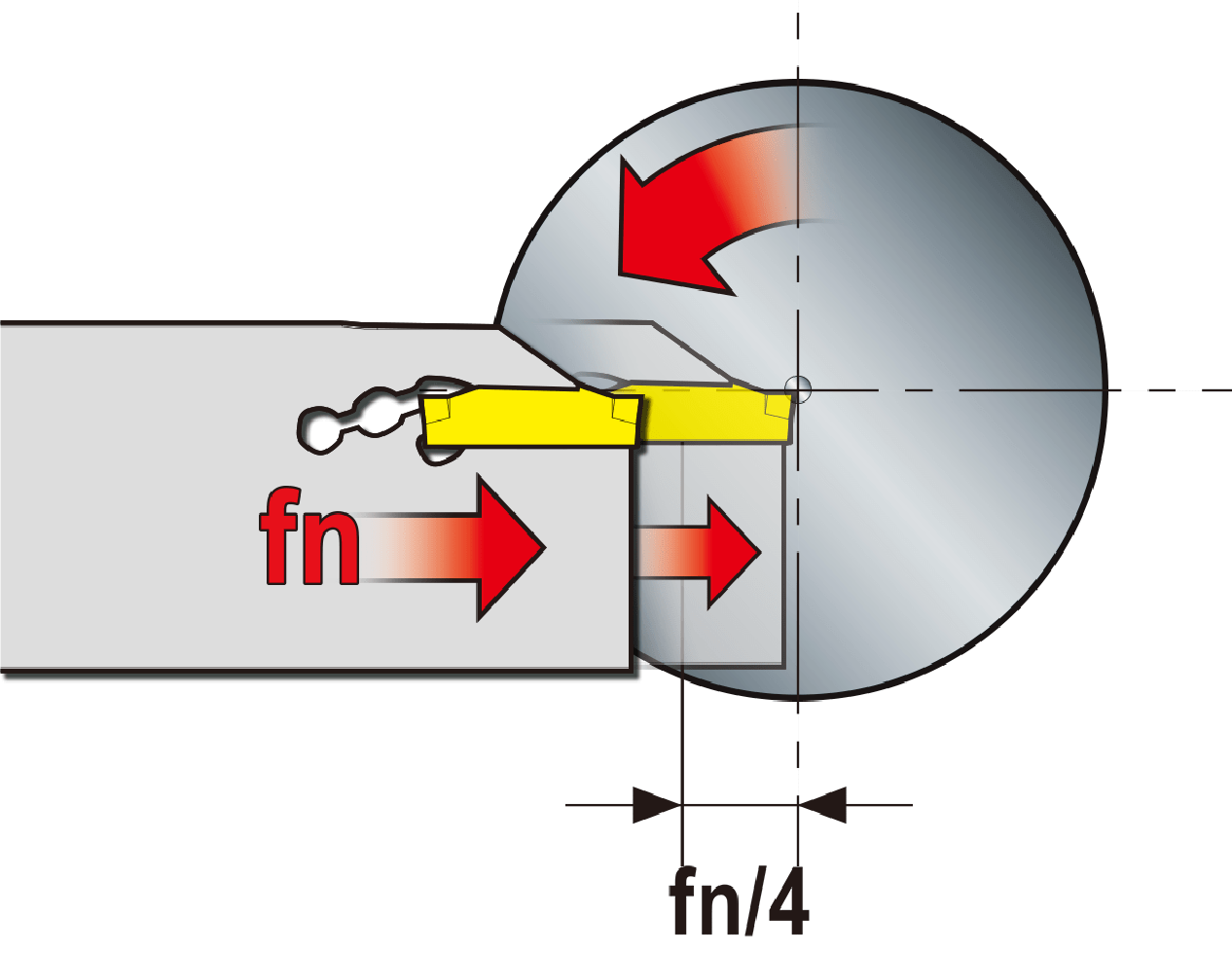
W operacjach odcinania posuw w miejscu wyjścia/środku detalu jest bardzo istotny.
Dlaczego? Węglik jest materiałem bardzo wytrzymałym na ściskanie, ale stosunkowo źle znosi naprężenia rozciągające. W momencie wychodzenia płytki z materiału, gdy elemnt odcinany odpada, kierunek obciążenia płytki gwałtownie zmienia kierunek. W celu uniknięcia złych skutków tego zjawiska trzeba zredukować nawet o 75% w odległości przynajmniej 1mm, a najlepiej 1 x szerokość płytki od centrum detalu. To efektywnie zmniejsza niekorzystne naprężenia w płytce gdy detal odpada, zauważalnie zwiększając funkcjonalną trwałość narzędzia.
O ile? To zależy od materiału i sytuacji na maszynie, lecz przeważnie wzrost zawiera się w przedziale 25%-100%. Tak, dobrze widzisz, trwałość może się nawet podwoić!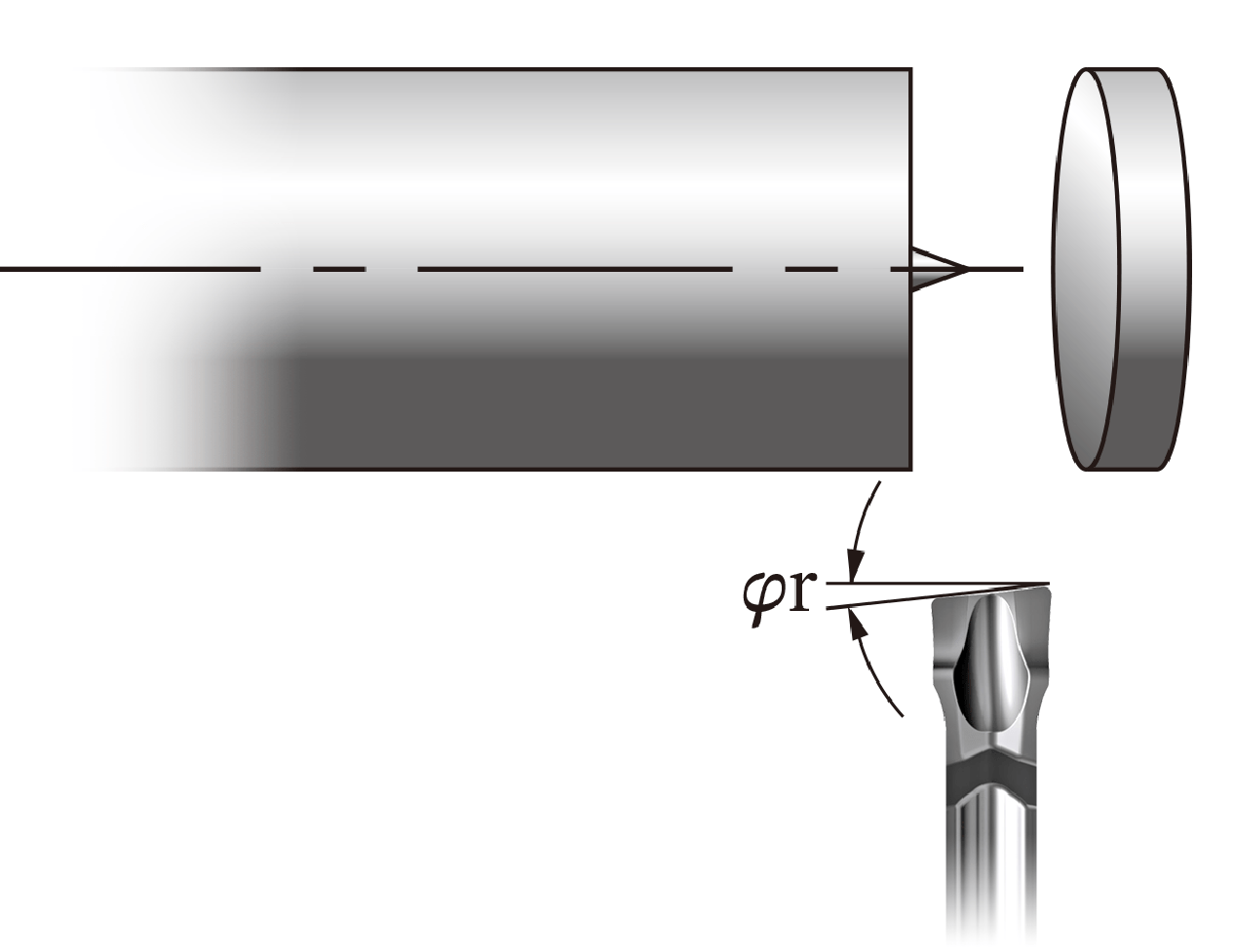
Kolejnym wyzwaniem podczas odcinania jest „dziubek” w centrum detalu. Siła odśrodkowa i ciężar powoduje że na odpadającym elemencie zawsze pozostanie niedocięty „dziubek”. Zastosowanie skośnej płytki powoduje że niedocięcie powstaje po tej stronie po której chcemy. Czubek skośnej płytki powinien być po tej stronie po której chcemy uniknąć „dziubka”, przeważnie jest to po stronie gotowego elementu.
Skoro tak, to dlaczego wszystkie płytki nie są skośne? Bo tak jak w życiu, nie ma nic za darmo. Płytka wchodząc w materiał czubkiem zostanie lekko odchylona, co powoduje że odcinany detal będzie lekko wypukły lub wklęsły. Dlatego przy wejściu posuw musi być zredukowany. Tak, zgadłeś, o 75% dopóki pełny zarys płytki nie wejdzie w pełny materiał. Stosowanie skośnych pytek stawia też większe wymagania samym trzonkom. Potrzebna jest nam większa sztywność, co za tym idzie musimy zredukować wysięg listwy z tradycyjnych 8 x szerokość płytki prostej do 5 x szerokość płytki.
Toczenie rowków ma własny zestaw zasad „na oko”. Na przykład, czy mając do wykonania dużą kieszeń, lepiej wykonać kilka głębokich wcięć płytką do odcinania, czy lepiej zastosować płytkę do toczenie wzdłużnego? Zasada jest taka, że jeżeli kieszeń jest szersza niż jej głębokość, lepiej zastosować płytkę do rowków z możliwością toczenia, niż wykonywać szereg głębokich wcięć płytką do odcinania.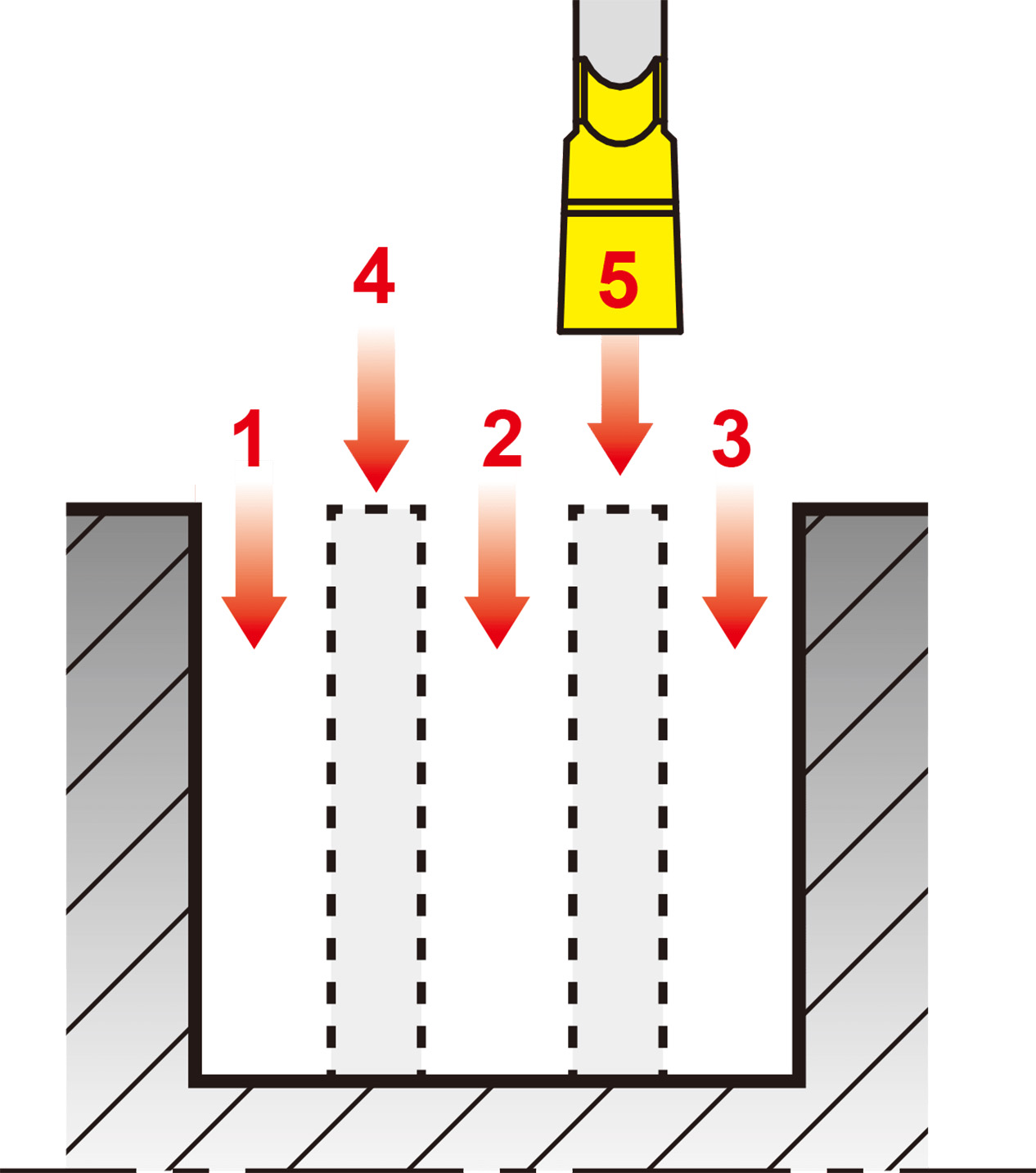
Jeżeli toczymy głęboką kieszeń płytką do odcinania, ważne jest żeby nie wcinać się po kolei, lecz na przemian. Jak widać na obrazku, wcięcia 1,2 i 3 wykonane są w pełnym materiale całą szerokością płytki której obydwa boki są podparte i mamy maksymalną sztywność. Wcięcia 4 i 5 mają 70% szerokości płytki, nie pracują promienie naroża które zawsze zużywają się szybciej. Ten sposób zapewni najlepszą dokładność wymiarową detalu i najwyższą możliwą trwałość płytki. Można powiedzieć że w tym przykładzie ostatnie dwa cięcia są za darmo!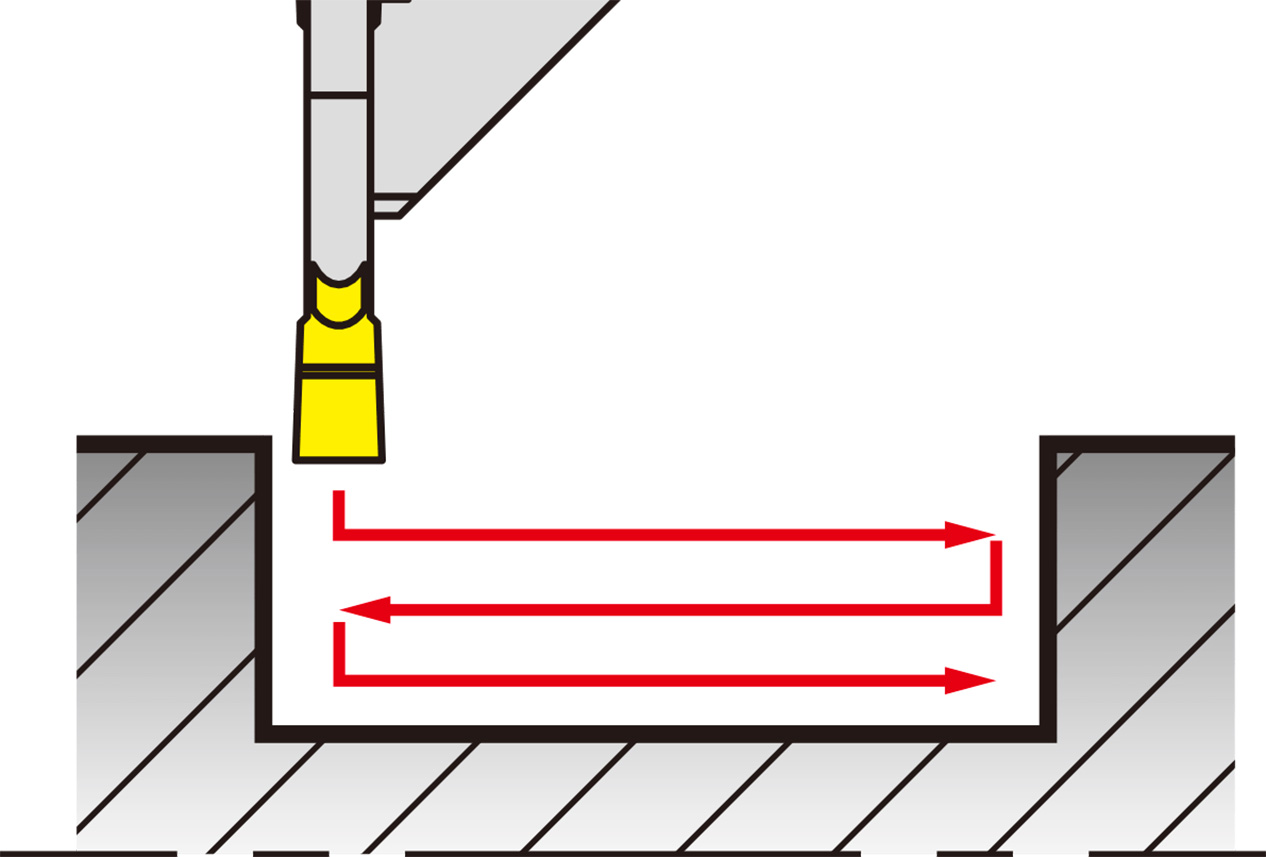
W toczeniu wzdłużnym rowków zakładamy że narzędzie ulega lekkiemu odchyleniu w bok, powodując że czołowa krawędź płytki nie pracuje. Jeżeli będziemy mieli zbyt mały posuw, pracować będzie cała czołowa krawędź powodując nadmierna drgania. Głębokość skrawania powinno być mniejsze niż 75% płytki, żeby odchylenie nie było zbyt duże.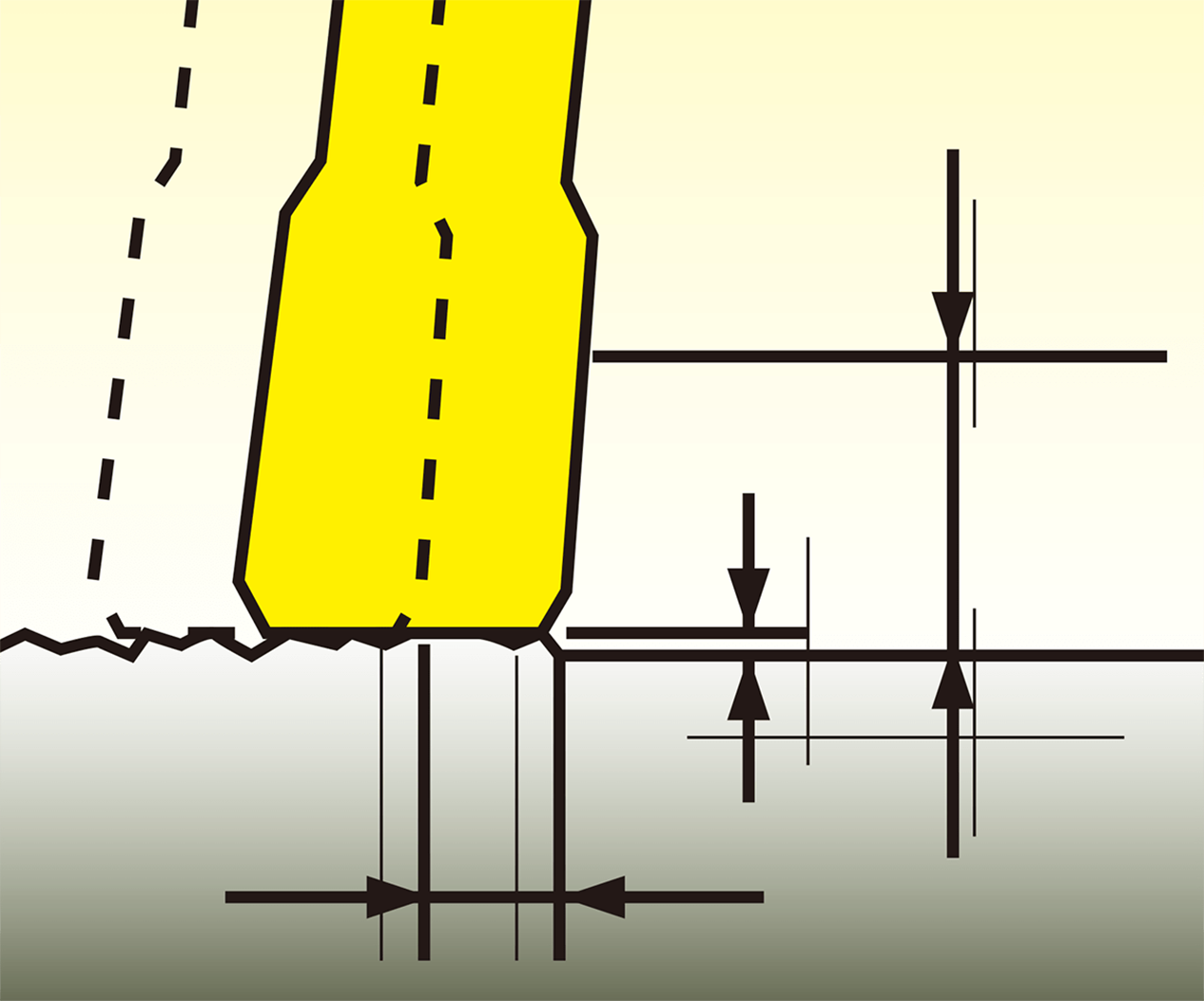
Odchylenie narzędzia powoduje że „zakopiemy” się promieniem naroża płytki. Przeważnie nie ma to znaczenia, jednak przy obróbce wykończeniowej może to być istotne bo zagłębiamy się głębiej niż zaprogramowaliśmy. Żeby ominąć to zjawisko, wcinamy się na pełną głębokość, cofamy 0.025mm i toczymy wzdłużnie uzyskując najbardziej płaskie dno.
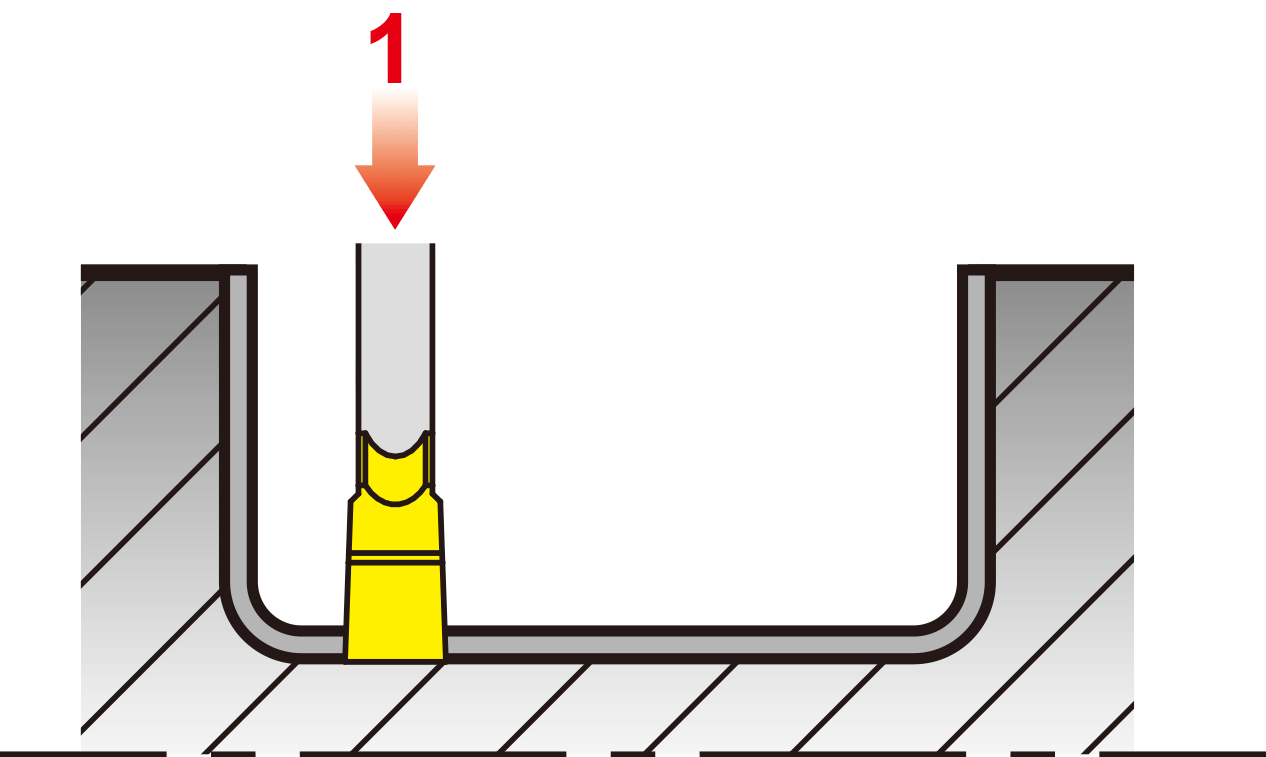
Wykańczając kieszeń podziel obróbkę na następujące etapy.
Krok pierwszy - wykonaj wcięcie poza promieniem naroża kieszeni
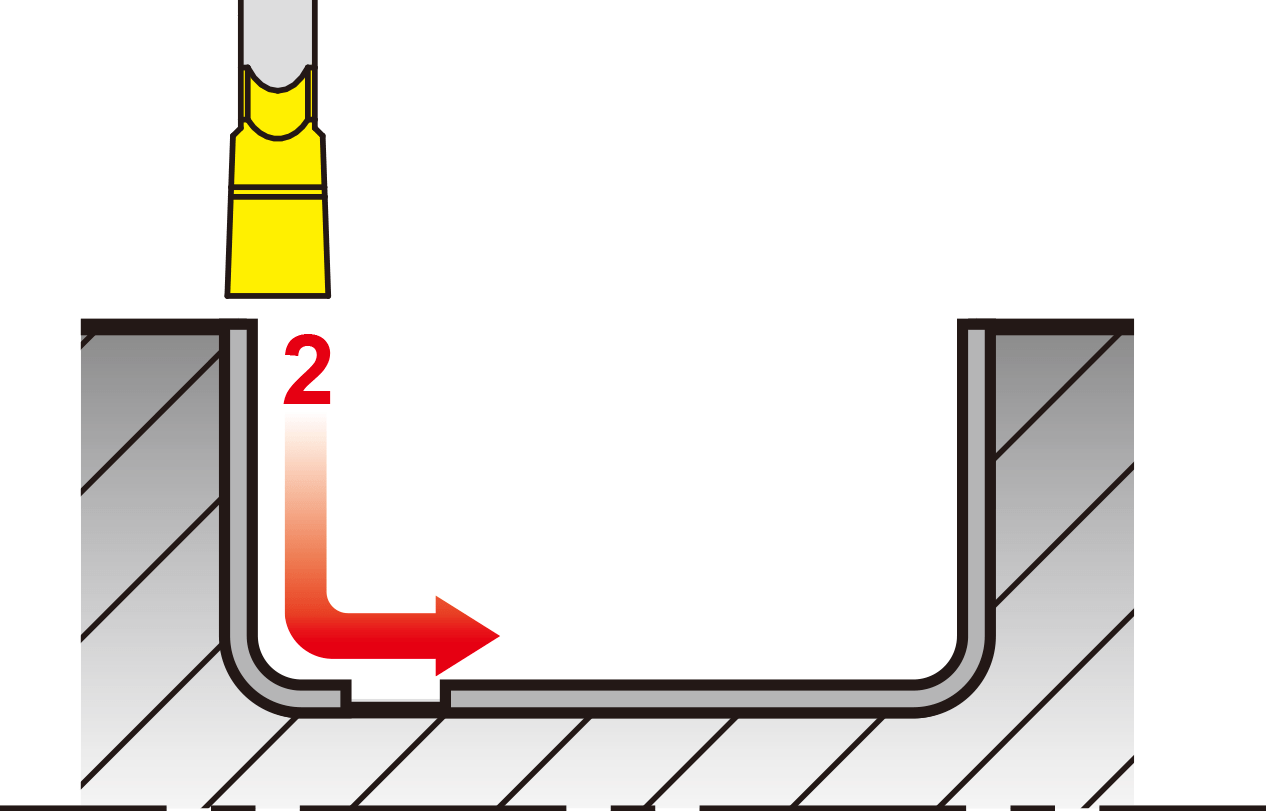
Krok drugi - wykończ ściankę boczną i promień
Krok trzeci – tocz dno kieszeni, zatrzymaj się przed promieniem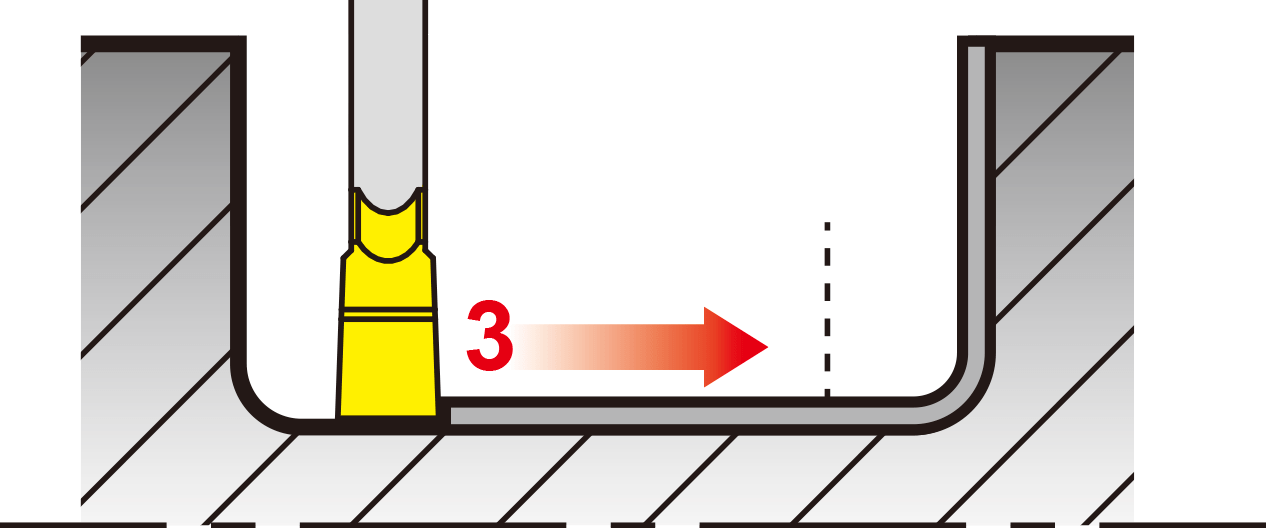
Krok czwarty – wykończ drugą ściankę i promień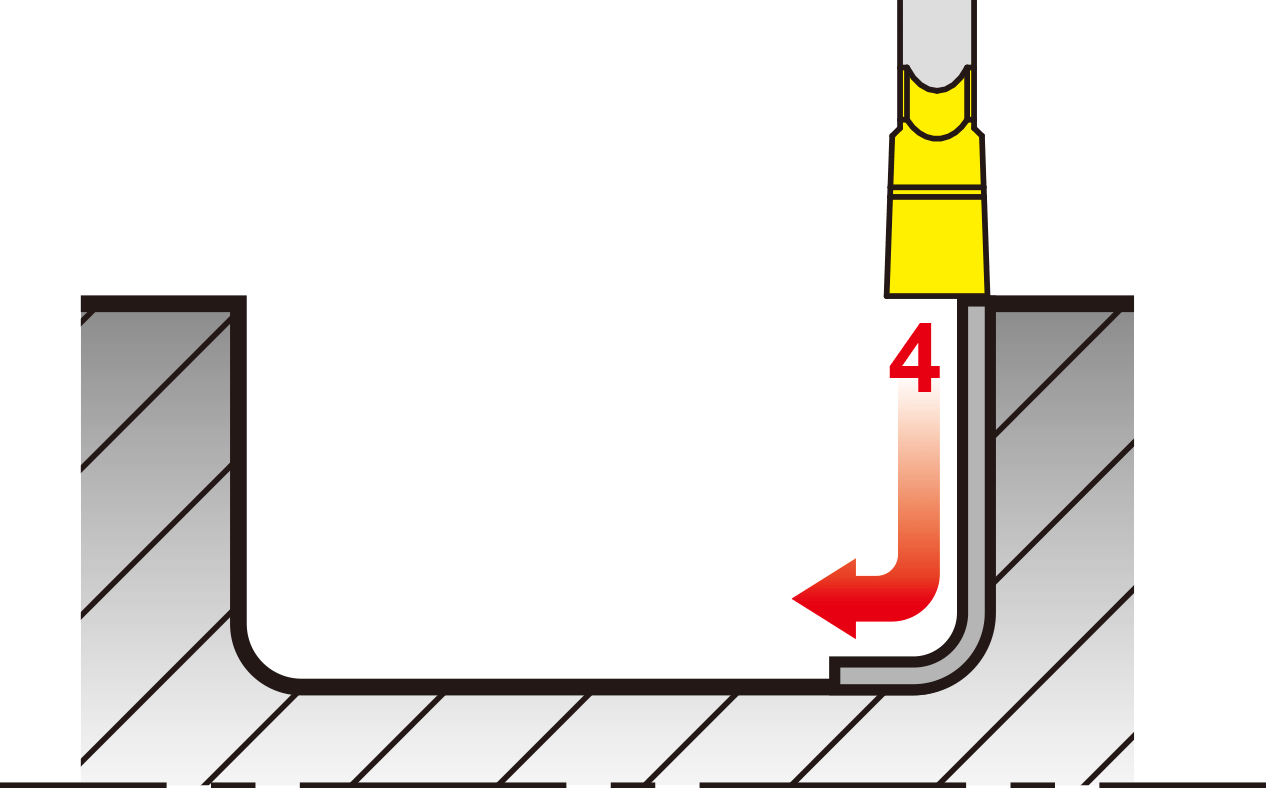
Przestrzegaj tych prostych zasad aby zmaksymalizować wydajność, zredukować koszt produkcji, podnieść jakość i dokładność wymiarową swoich wyrobów.
Jeżeli macie dalsze pytania, jesteśmy do Waszej dyspozycji kontakt